HEIDENHAIN TNC 640 (34059x-04) Manuel d'utilisation
Page 354
Programmation : paramètres Q
9.13 Exemples de programmation
9
354
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 7/2014
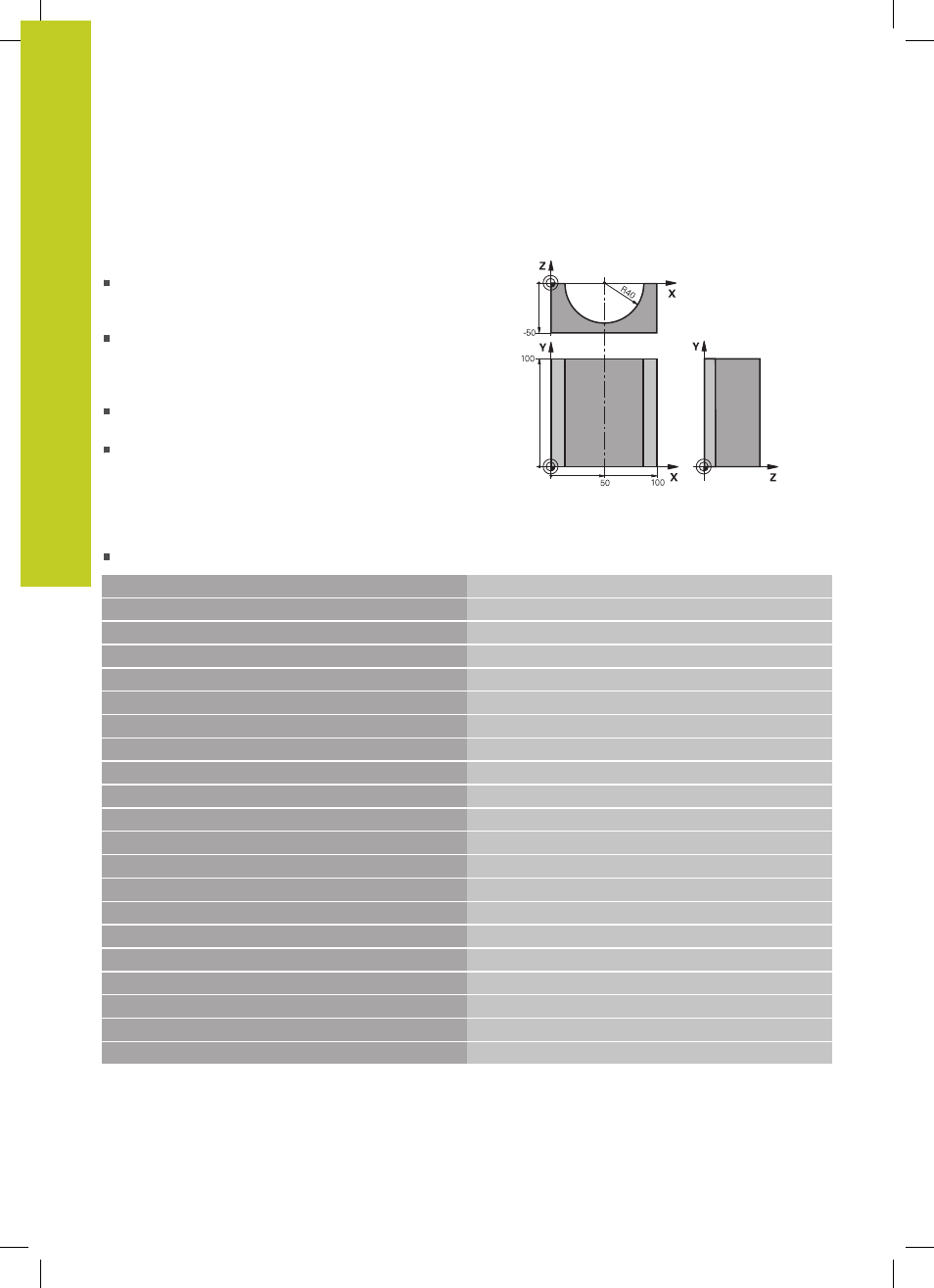
Exemple : cylindre concave avec fraise à bout
hémisphérique
Déroulement du programme
Le programme est valable avec une fraise à bout
hémisphérique, la longueur d'outil se réfère au centre
de l'outil
Le contour du cylindre est constitué de nombreux
petits segments de droite (à définir avec Q13). Plus il
y a de coupes programmées et plus le contour sera
lisse.
Le cylindre est fraisé par coupes longitudinales (dans
ce cas : parallèles à l’axe Y)
Vous définissez le sens de fraisage avec l'angle initial
et l'angle final dans le plan :
Usinage dans le sens horaire :
Angle initial > angle final
Usinage dans le sens anti-horaire :
Angle initial < angle final
Le rayon d'outil est corrigé automatiquement
0 BEGIN PGM ZYLIN MM
1 FN 0: Q1 = +50
Centre de l’axe X
2 FN 0: Q2 = +0
Centre de l’axe Y
3 FN 0: Q3 = +0
Centre de l'axe Z
4 FN 0: Q4 = +90
Angle initial dans l'espace (plan Z/X)
5 FN 0: Q5 = +270
Angle final dans l'espace (plan Z/X)
6 FN 0: Q6 = +40
Rayon du cylindre
7 FN 0: Q7 = +100
Longueur du cylindre
8 FN 0: Q8 = +0
Position angulaire dans le plan X/Y
9 FN 0: Q10 = +5
Surépaisseur sur le rayon du cylindre
10 FN 0: Q11 = +250
Avance plongée en profondeur
11 FN 0: Q12 = +400
Avance de fraisage
12 FN 0: Q13 = +90
Nombre de coupes
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Définition de la pièce brute
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL CALL 1 Z S4000
Appel d'outil
16 L Z+250 R0 FMAX
Dégager l'outil
17 CALL LBL 10
Appeler l’usinage
18 FN 0: Q10 = +0
Annuler la surépaisseur
19 CALL LBL 10
Appeler l’usinage
20 L Z+100 R0 FMAX M2
Dégager l'outil, fin du programme