Positions importantes en approche et en sortie, Aborder et quitter le contour 6.3 – HEIDENHAIN TNC 640 (34059x-04) Manuel d'utilisation
Page 209
Aborder et quitter le contour
6.3
6
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 7/2014
209
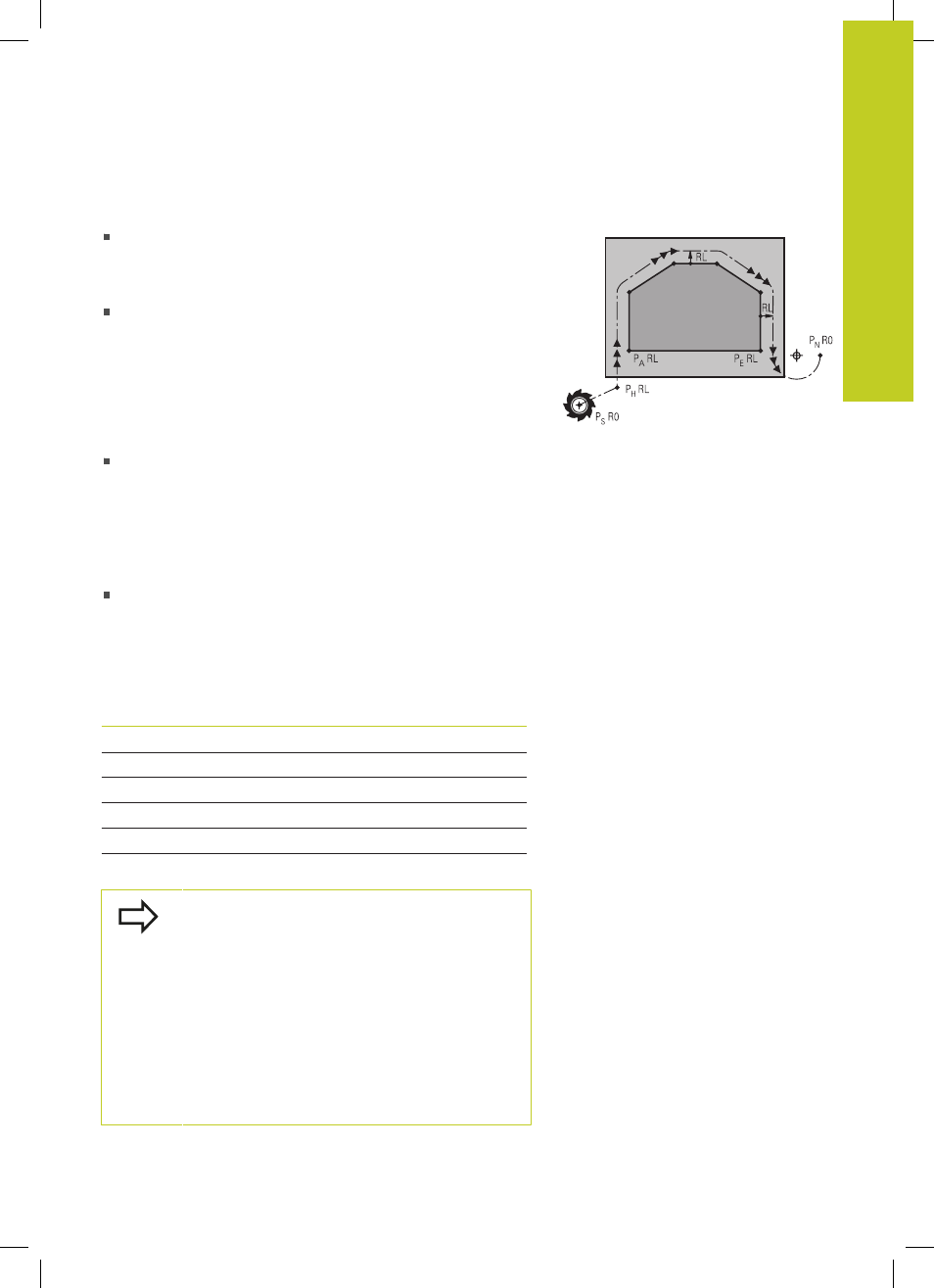
Positions importantes en approche et en sortie
Point initial PS
Programmez cette position immédiatement avant la séquence
APPR. P
S
est situé à l'extérieur du contour et est abordé sans
correction de rayon (R0).
Pour certaines formes de contours, l'approche et la sortie du
contour passent par un point auxiliaire P
H
que la TNC calcule
à partir des données figurant dans les séquences APPR et
DEP. La TNC déplace l'outil de la position actuelle au point
auxiliaire P
H
avec la dernière avance programmée. Si vous avez
programmé
FMAX (avance rapide) dans la dernière séquence
de positionnement avant la fonction d'approche, la TNC accoste
également le point auxiliaire P
H
en avance rapide
Premier point du contour P
A
et dernier point du contour P
E
Vous programmez le premier point du contour P
A
dans la
séquence APPR, et le dernier point de contour P
E
avec une
fonction de contournage de votre choix. Si la séquence
APPR contient aussi la coordonnée Z, la TNC déplace l'outil
d'abord dans le plan d'usinage à P
H
, puis dans l'axe d'outil à la
profondeur programmée.
Point final P
N
La position P
N
est située en dehors du contour et dépend
des données de la séquence DEP. Si DEP contient également
la coordonnée Z, la TNC déplace l'outil tout d'abord dans le
plan d'usinage jusqu'à P
H
, puis dans l'axe d'outil à la hauteur
programmée.
Abréviation
Signification
APPR
angl. APPRoach = approche
DEP
angl. DEParture = départ
L
angl. Line = droite
C
angl. Circle = cercle
T
tangentiel (transition douce, continue)
N
normale (perpendiculaire)
Lors du déplacement de la position courante au
point auxiliaire P
H
, la TNC ne contrôle pas si le
contour peut être endommagé. Vérifiez-le avec le
test graphique!
Avec les fonctions APPR LT, APPR LN et APPR CT,
la TNC déplace l'outil de la position initiale au point
auxiliaire P
H
avec la dernière avance/avance rapide
programmée. Avec APPR LCT, la TNC déplace l'outil
du point auxiliaire P
H
avec l'avance programmée
dans la séquence APPR. Si aucune avance n'a été
programmée avant la séquence d'approche, la TNC
délivre un message d'erreur.