Mode opératoire du cycle, Attention lors de la programmation – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 445
HEIDENHAIN iTNC 530
445
16.1
0 MESURE EXTERIEUR TRA
V
ER
SE (cy
cle 426, DIN/ISO:
G426)
16.10 MESURE EXTERIEUR
TRAVERSE (cycle 426,
DIN/ISO: G426)
Mode opératoire du cycle
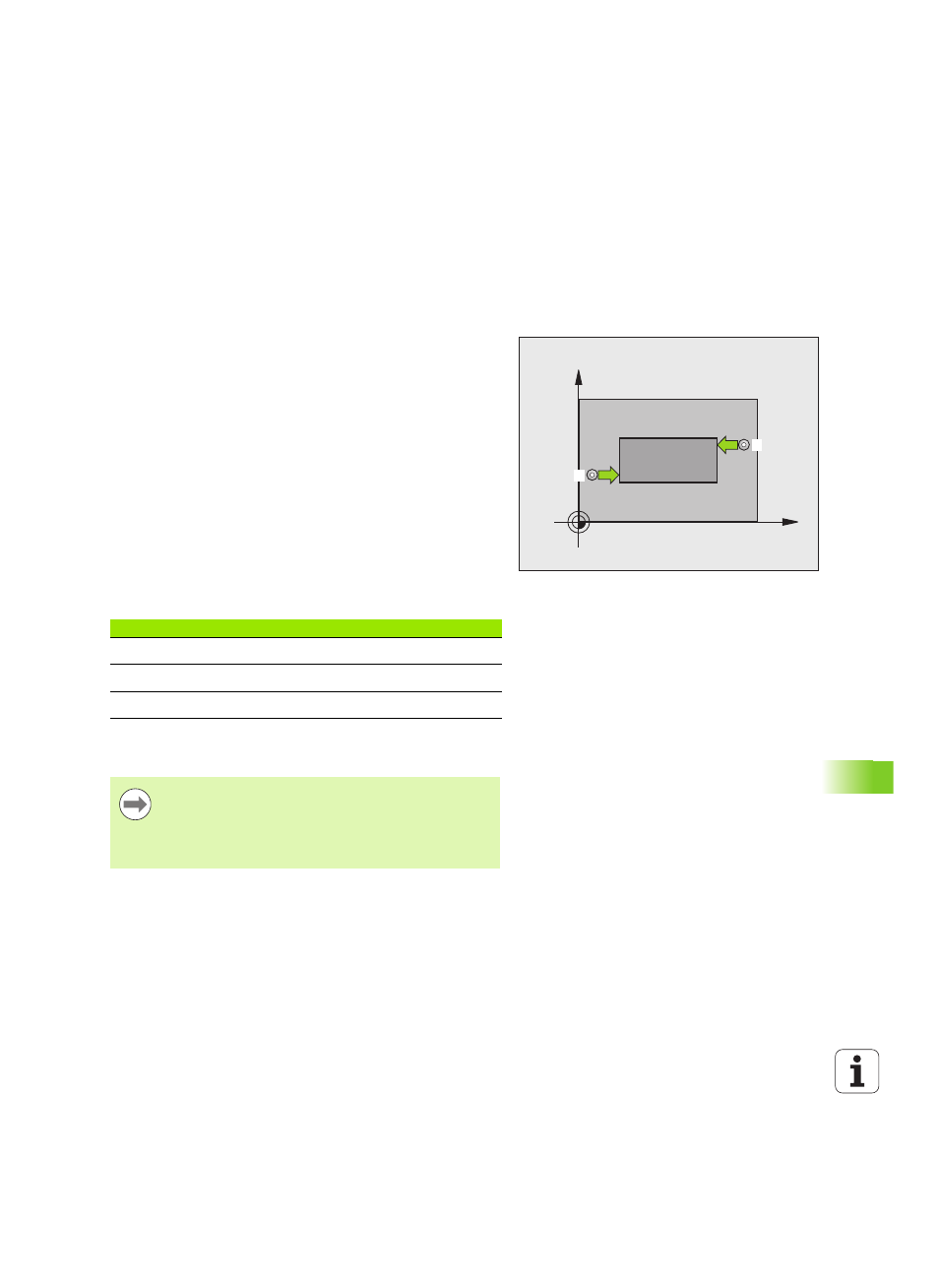
Le cycle palpeur 426 détermine la position et la largeur d'une traverse.
Si vous définissez les tolérances correspondantes dans le cycle, la
TNC compare la valeur effective à la valeur nominale et mémorise
l'écart dans un paramètre-système.
1
La TNC positionne le palpeur en avance rapide (valeur dans
PM6150) et, selon la logique de positionnement, (voir „Exécuter
les cycles palpeurs” à la page 336)au point de palpage
1
. La TNC
calcule les points de palpage à partir des données du cycle et de la
distance d'approche programmée dans PM6140
2
Le palpeur se déplace ensuite à la hauteur de mesure programmée
et exécute la première opération de palpage avec l'avance de
palpage (MP6120). 1. palpage toujours dans le sens négatif de
l'axe programmé
3
Puis, le palpeur se déplace à la hauteur de sécurité au point de
palpage suivant et exécute la deuxième opération de palpage
4
La TNC dégage ensuite le palpeur à la hauteur de sécurité et
mémorise les valeurs effectives ainsi que l'écart dans les
paramètres Q suivants:
Attention lors de la programmation!
X
Y
1
2
Numéro paramètre
Signification
Q156
Valeur effective longueur mesurée
Q157
Valeur effective de la position milieu
Q166
Ecart de la longueur mesurée
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
Veiller à ce que la première mesure soit toujours faite dans
le sens négatif de l'axe sélectionné. Définir en
conséquence Q263 et Q264.