Paramètres du cycle – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 268
268
Cycles d'usinage: usinage ligne à ligne
10
.3 USINA
GE LIGNE A LIGNE (cy
cle 230, DIN/ISO:
G230)
Paramètres du cycle
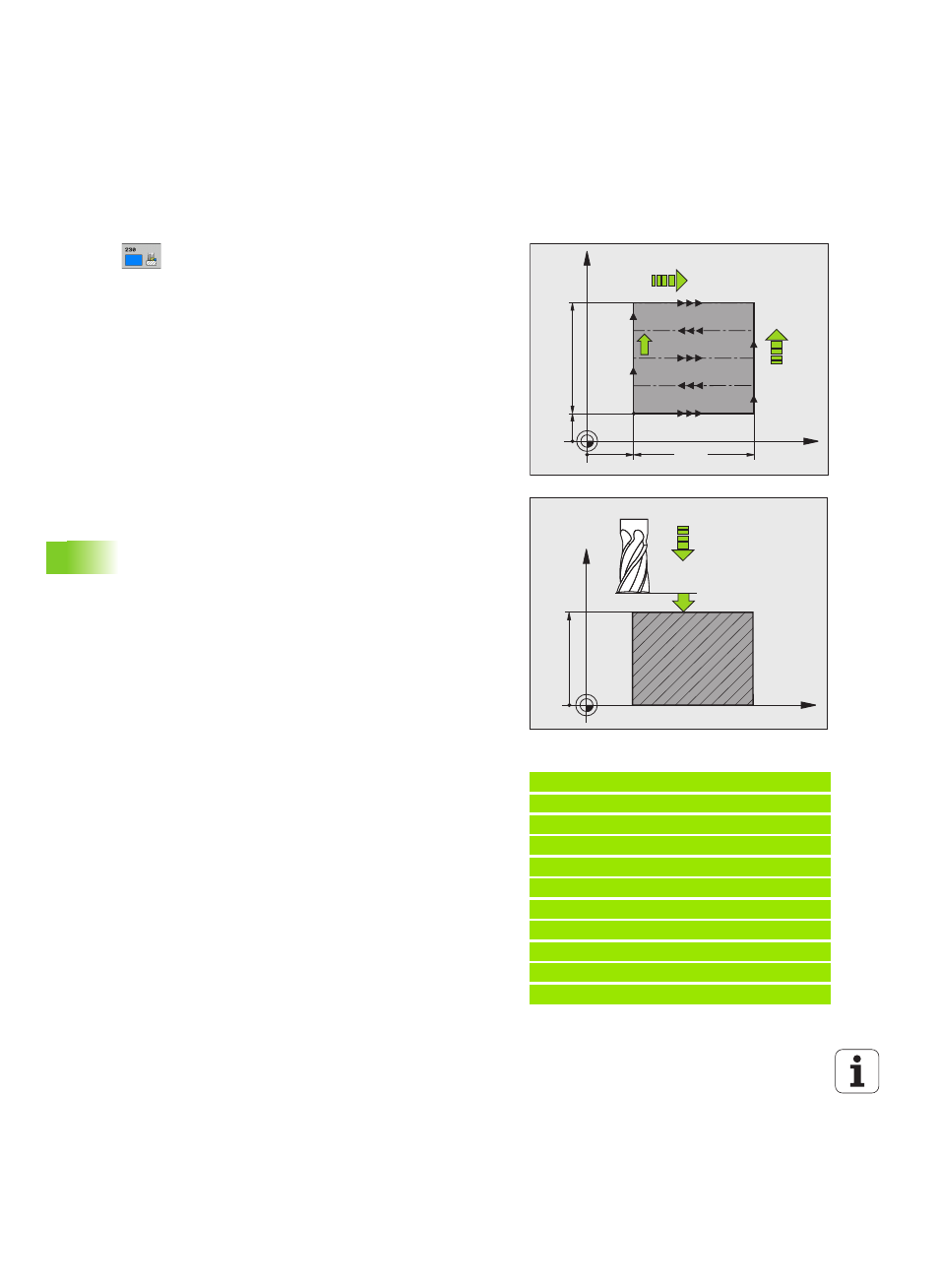
Point initial 1er axe
Q225 (en absolu): coordonnée
du point Min de la surface à usiner dans l'axe principal
du plan d'usinage. Plage d'introduction -99999,9999 à
99999,9999
Point initial 2ème axe
Q226 (en absolu):
coordonnée du point Min de la surface à usiner dans
l'axe secondaire du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
Point initial 3ème axe
Q227 (en absolu): hauteur
dans l'axe de broche à laquelle sera effectué l'usinage
ligne-à-ligne. Plage d'introduction -99999,9999 à
99999,9999
1er côté
Q218 (incrémental): longueur de la surface à
usiner dans l'axe principal du plan d'usinage (se réfère
au point initial du 1er axe. Plage d'introduction 0 à
99999,9999
2ème côté
Q219 (incrémental): longueur de la face à
usiner dans l'axe secondaire du plan d'usinage (se
réfère au point initial 2ème axe. Plage d'introduction
0 à 99999,9999
Nombre de coupes
Q240: nombre de lignes à exécuter
par la TNC dans la largeur. Plage d'introduction 0 à
99999
Avance plongée en profondeur
Q206: vitesse de
déplacement de l'outil, de la distance d'approche
jusqu'à la profondeur de fraisage, en mm/min. Plage
d'introduction 0 à 99999,9999, ou FAUTO, FU, FZ
Avance de fraisage
Q207: vitesse de déplacement de
l'outil lors du fraisage, en mm/min. Plage
d'introduction 0 à 99999,9999, ou FAUTO, FU, FZ
Avance transversale
Q209: vitesse de l’outil lors du
déplacement à la ligne suivante, en mm/min. ; si vous
vous déplacez obliquement dans la matière,
introduire Q209 inférieur à Q207 ; si vous vous
déplacez obliquement dans le vide, Q209 peut être
supérieur à Q207. Plage d'introduction 0 à
99999,9999, ou FAUTO, FU, FZ
Distance d'approche
Q200 (en incrémental): distance
entre la pointe de l'outil et la profondeur de fraisage
pour le positionnement en début et en fin de cycle.
Plage d’introduction: 0 à 99999,9999, ou PREDEF
Exemple : Séquences CN
71 CYCL DEF 230 LIGNE À LIGNE
Q225=+10
;PT INITIAL 1ER AXE
Q226=+12
;PT INITIAL 2ÈME AXE
Q227=+2.5 ;PT INITIAL 3ÈME AXE
Q218=150
;1ER CÔTÉ
Q219=75
;2ÈME CÔTÉ
Q240=25
;NOMBRE DE COUPES
Q206=150
;AVANCE PLONGÉE PROF.
Q207=500
;AVANCE FRAISAGE
Q209=200
;AVANCE TRANSVERSALE
Q200=2
;DISTANCE D'APPROCHE
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
X
Z
Q200
Q227
Q206