Paramètres du cycle – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 356
356
Cycles palpeurs: déterminer automatiquement l'erreur d'alignement de la pièce
14.7
Compenser
l'er
re
ur
d'alignement
d'une
pièce
par
ro
tation
de
l'ax
e
C
(cy
cle
405,
DIN/ISO:
G405)
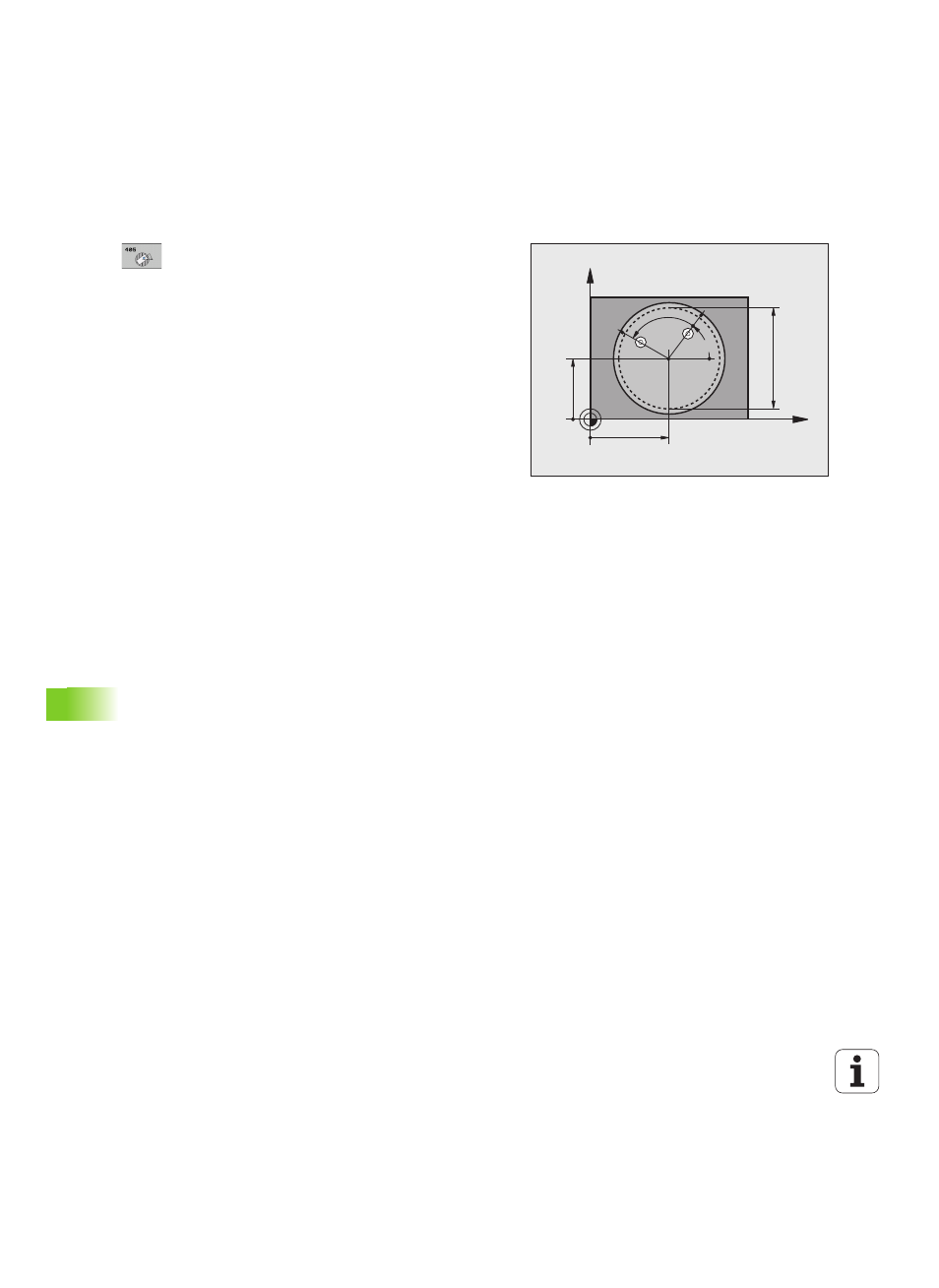
Paramètres du cycle
Centre 1er axe
Q321 (en absolu): centre du trou dans
l'axe principal du plan d'usinage. Plage d'introduction
-99999,9999 à 99999,9999
Centre 2ème axe
Q322 (en absolu): centre du trou
dans l'axe secondaire du plan d'usinage. Si vous
programmez Q322 = 0, la TNC aligne le centre du trou
sur l'axe Y positif. Si vous programmez Q322
différent de 0, la TNC aligne le centre du trou sur la
position nominale (angle résultant du centre du trou).
Plage d'introduction -99999,9999 à 99999,9999
Diamètre nominal
Q262: diamètre approximatif de la
poche circulaire (trou). Introduire de préférence une
valeur plus petite. Plage d’introduction 0 à
99999,9999
Angle initial
Q325 (en absolu): angle compris entre
l'axe principal du plan d'usinage et le premier point de
palpage. Plage d'introduction -360,000 à 360,000
Incrément angulaire
Q247 (en incrémental): angle
compris entre deux points de mesure. Le signe de
l'incrément angulaire détermine le sens de rotation
(- = sens horaire) pour le déplacement du palpeur au
point de mesure suivant. Si vous souhaitez mesurer
des secteurs angulaires, programmez un incrément
angulaire inférieur à 90°. Plage d'introduction
-120,000 à 120,000
X
Y
Q322
Q321
Q262
Q325
Q247