Paramètres du cycle – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 326
326
Cycles: fonctions spéciales
12.7
TO
URNA
GE
INTERPOLE
(option
logicielle, cy
cle 290, DIN/ISO:
G290)
Paramètres du cycle
Distance de sécurité
Q200 (en incrémental):
distance dans le prolongement du contour défini lors
de l'entrée et la sortie. Plage d’introduction: 0 à
99999,9999, ou PREDEF
Hauteur de sécurité
Q445 (absolu): hauteur en
absolue à laquelle aucune collision ne peut se
produire entre l'outil et la pièce ; position de retrait de
l'outil en fin de cycle. Plage d'introduction
-99999,9999 à 99999,9999
Angle pour orientation broche
Q336 (en absolu):
angle pour le positionnement angulaire du tranchant à
0°. Plage d'introduction -360,0000 à 360,0000
Vitesse de coupe [m/min]
Q440: vitesse de coupe de
l'outil en m/min. Plage d'introduction 0 à 99,999
Prise de passe par tour [mm/t]
Q441: avance, avec
laquelle l'outil exécute un tour. Plage d'introduction 0
à 99,999
Angle initial plan XY
Q442: angle initial dans le
plan XY Plage d'introduction 0 à 359,999
Sens d'usinage (-1/+1)
Q443:
Sens d'usinage horaire: introduction = -1
Sens d'usinage anti-horaire: introduction = +1
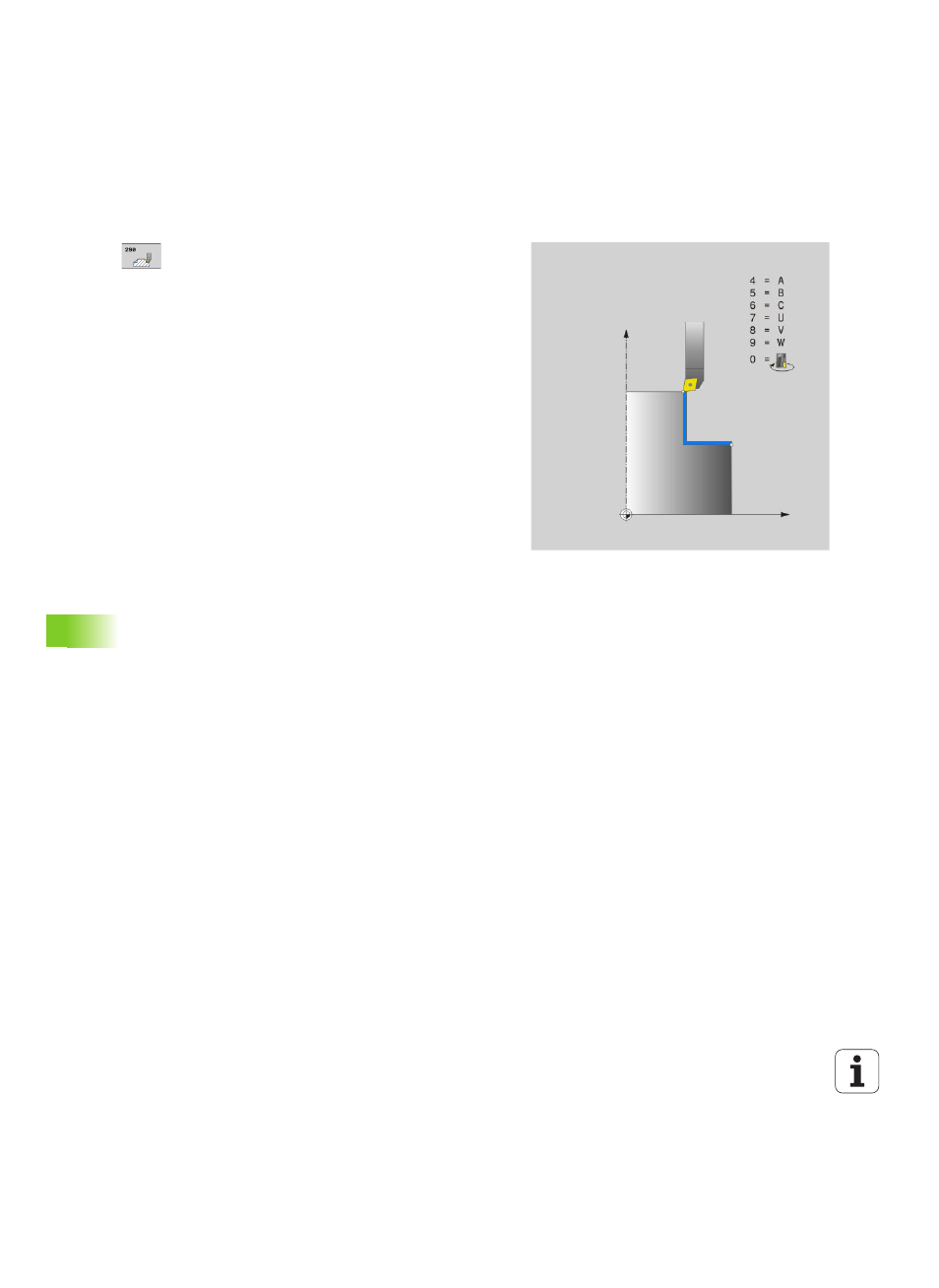
Axe interpo. (4...9
Q444: Désignation de l'axe
d'interpolation
Axe A est l'axe d'interpolation: introduction = 4
Axe B est l'axe d'interpolation: introduction = 5
Axe C est l'axe d'interpolation: introduction = 6
Axe U est l'axe d'interpolation: introduction = 7
Axe V est l'axe d'interpolation: introduction = 8
Axe W est l'axe d'interpolation: introduction = 9
Fraisage contour: Introduire = 0