HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 218
218
Cycles d'usinage: poche de contour, tracé de contour
7.
11
RAINURE TR
OCHOÏD
AL (cy
cle
275, DIN/ISO:
G275)
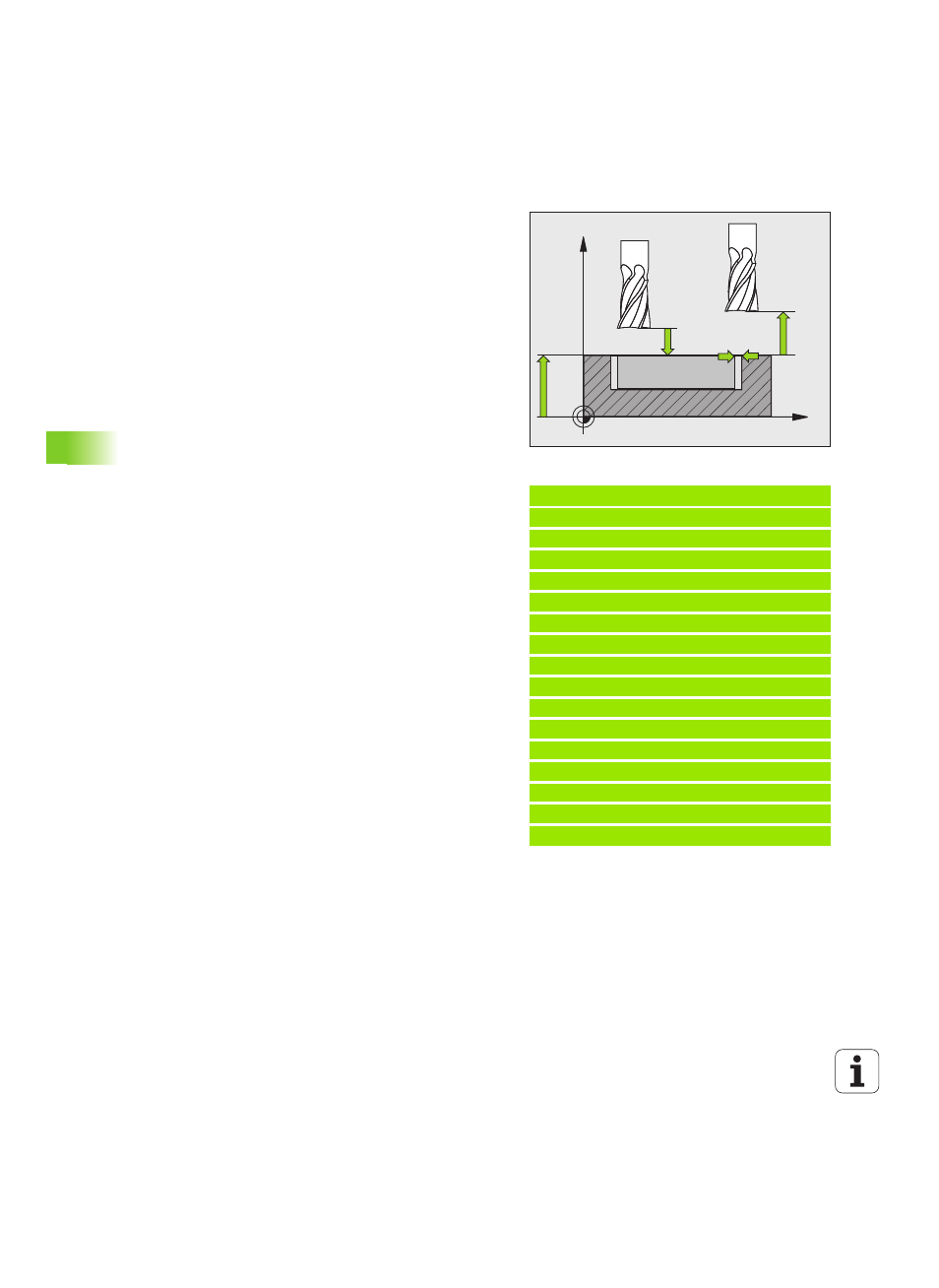
Distance d'approche
Q200 (en incrémental): distance
entre la surface frontale de l'outil et la surface de la
pièce. Plage d’introduction: 0 à 99999,9999 ou PREDEF
Coordonnée surface pièce
Q203 (en absolu):
coordonnée absolue de la surface de la pièce. Plage
d’introduction -99999,9999 à 99999,9999
Saut de bride
Q204 (en incrémental): coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (élément de serrage) Plage
d’introduction: 0 à 99999,9999 ou PREDEF
Stratégie de plongée
Q366: nature de la stratégie de
plongée:
0 = plongée verticale. La TNC plonge verticalement
et ce, indépendamment de l'angle de plongée
ANGLE
défini dans le tableau d'outils
1: sans fonction
2 = plongée pendulaire. Dans le tableau d'outils,
l'angle de plongée de l'outil actif ANGLE doit être
différent de 0. Sinon, la TNC délivre un message
d'erreur
En alternative PREDEF
Exemple : Séquences CN
8 CYCL DEF 275 RAINURE TROCHOÏDALE
Q215=0
;OPERATIONS D'USINAGE
Q219=12
;LARGEUR RAINURE
Q368=0.2
;SUREPAIS. LATERALE
Q436=2
;PASSE PAR ROTATION
Q207=500
;AVANCE FRAISAGE
Q351=+1
;MODE FRAISAGE
Q201=-20
;PROFONDEUR
Q202=5
;PROFONDEUR DE PASSE
Q206=150
;AVANCE PLONGEE PROF.
Q338=5
;PASSE DE FINITION
Q385=500
;AVANCE DE FINITION
Q200=2
;DISTANCE D'APPROCHE
Q203=+0
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Q366=2
;PLONGEE
9 CYCL CALL FMAX M3
X
Z
Q200
Q204
Q203
Q368