Paramètres du cycle – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 163
HEIDENHAIN iTNC 530
163
5.5 RAINURE CIR
C
ULAIRE (cy
cle
254, DIN/ISO:
G254)
Paramètres du cycle
Opérations d'usinage (0/1/2)
Q215: Définir les
opérations d'usinage:
0
: Ebauche et finition
1
: Ebauche seulement
2
: Finition seulement
La finition latérale et la finition en profondeur ne sont
exécutées que si la surépaisseur de finition
correspondante (Q368, Q369) a été définie
Largeur rainure
Q219 (valeur parallèle à l'axe
secondaire du plan d'usinage): introduire la largeur de
la rainure; si l'on a introduit une largeur de rainure
égale au diamètre de l'outil, la TNC n'effectue que
l'ébauche (fraisage d'un trou oblong). Largeur max. de
la rainure pour l'ébauche: deux fois le diamètre de
l'outil. Plage d'introduction 0 à 99999,9999
Surépaisseur finition latérale
Q368 (en
incrémental): surépaisseur de finition dans le plan
d'usinage. Plage d'introduction 0 à 99999,9999
Diamètre cercle primitif
Q375: introduire le
diamètre du cercle primitif. Plage d'introduction 0 à
99999,9999
Attention, risque de collision!
Avec le paramètre-machine 7441 – bit 2, vous définissez si
la TNC doit délivrer un message d'erreur (bit 2=1) ou ne
pas en délivrer (bit 2=0) en cas d'introduction d'une
profondeur positive.
Notez que la TNC inverse le calcul de la position de
prépositionnement si vous introduisez une profondeur
positive
. L'outil se déplace donc dans l'axe d'outil, en
avance rapide, à la distance d'approche en dessous de la
surface de la pièce!
Si vous appelez le cycle avec l'opération d'usinage 2
(finition seulement), la TNC positionne l'outil en avance
rapide à la première profondeur de passe.
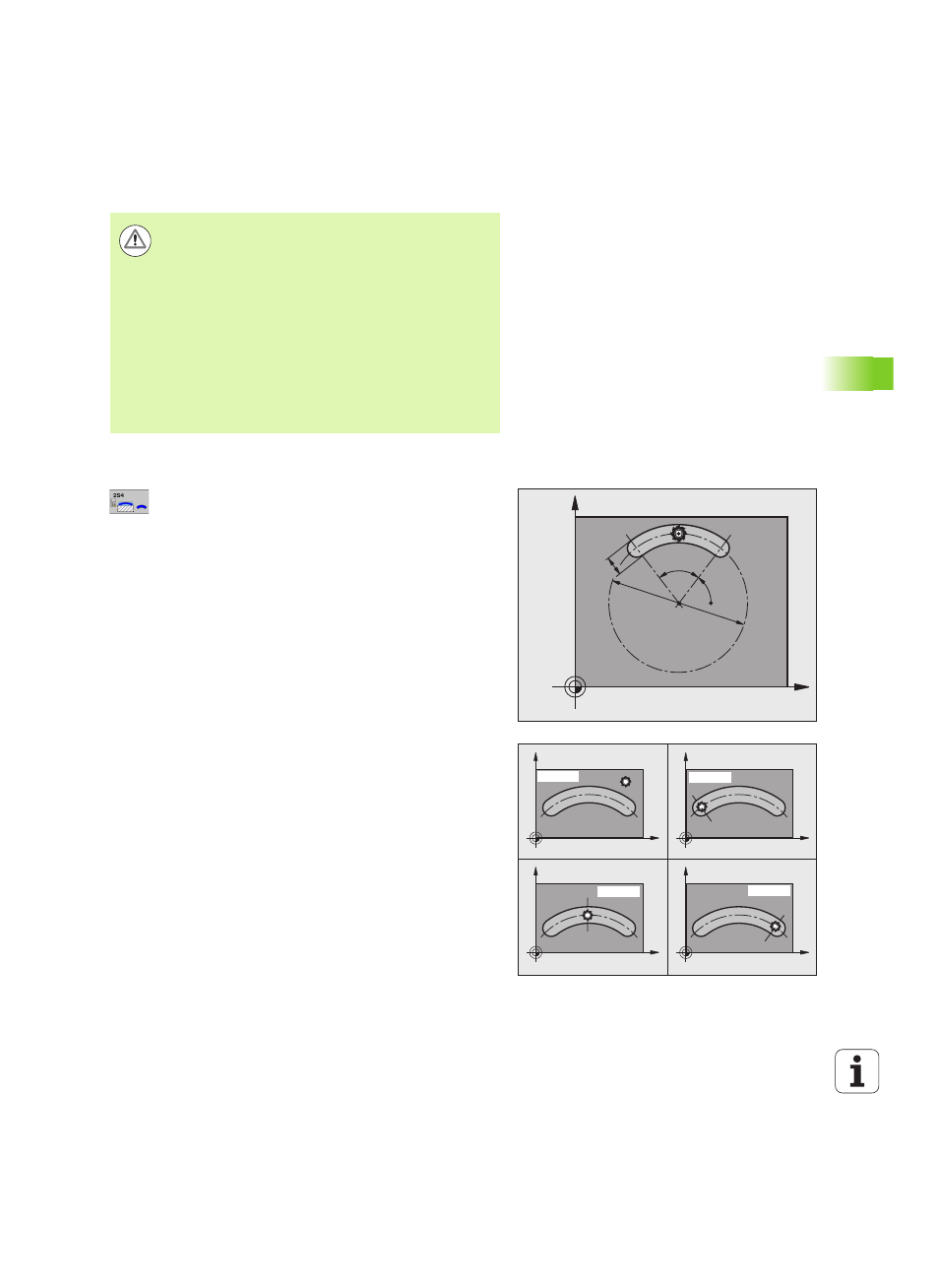
X
Y
Q248
Q376
Q219
Q375
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3