Mode opératoire du cycle, Voir „mode – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 240
240
Cycles d'usinage: corps d'un cylindre
8.5
CORPS
D'UN
C
Y
LINDRE
Fr
aisag
e
d'un
cont
our
ext
er
ne
(cy
cle
39,
DIN/ISO:
G139,
option-logicielle
1) 8.5 CORPS D'UN CYLINDRE
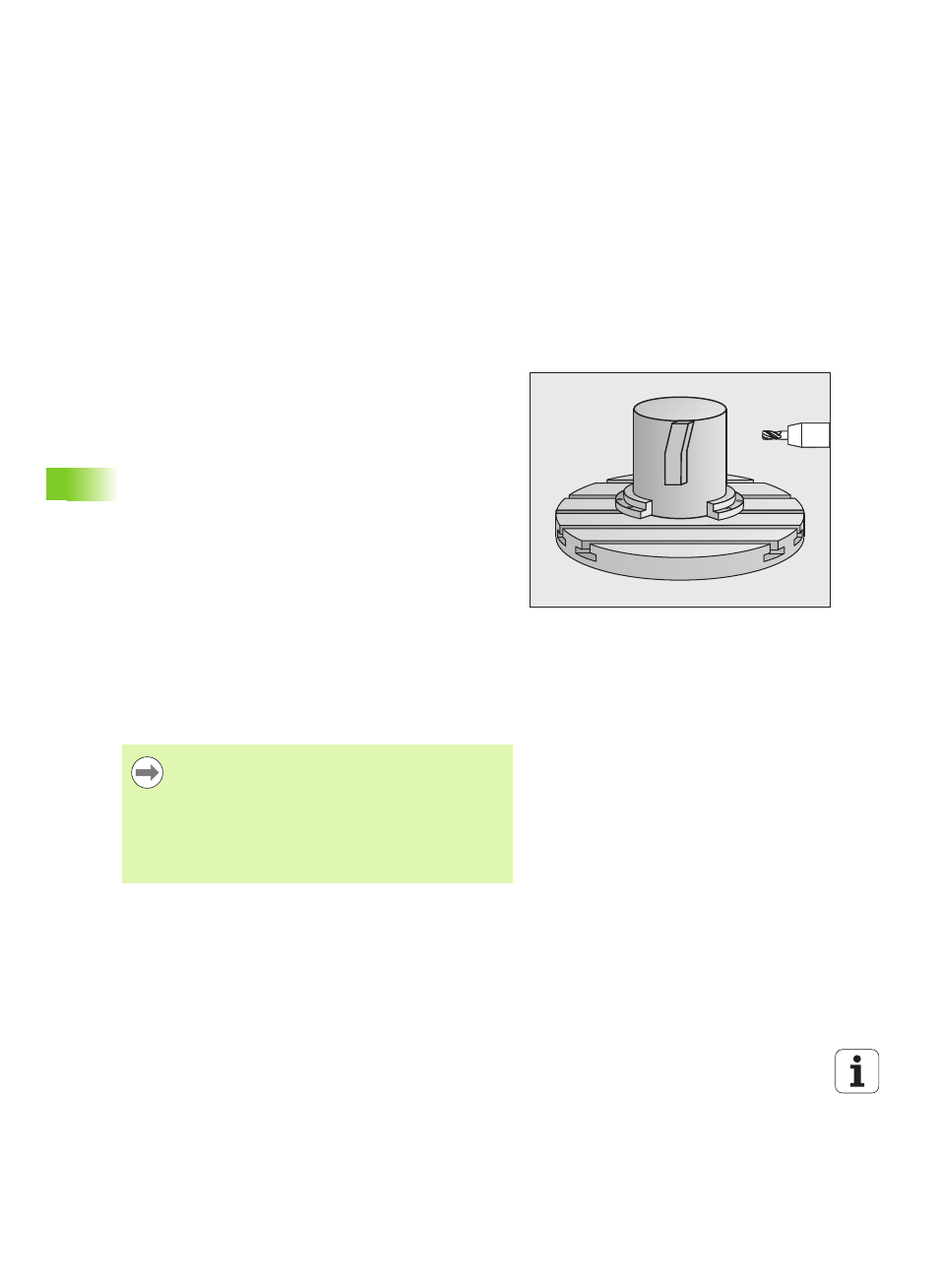
Fraisage d'un contour externe
(cycle 39, DIN/ISO: G139,
option-logicielle 1)
Mode opératoire du cycle
Ce cycle d'appliquer le développé d'un contour ouvert sur le corps
d'un cylindre. La TNC met en place l'outil avec ce cycle de manière à
ce que, avec correction de rayon active, la paroi du contour fraisé soit
parallèle à l'axe du cylindre.
Contrairement aux cycles 28 et 29, vous définissez le contour réel à
usiner dans le sous-programme de contour.
1
La TNC positionne l'outil au-dessus du point initial de l'usinage. Le
point initial est situé près du premier point défini dans le sous-
programme de contour et se trouve décalé du diamètre de l'outil
(par défaut)
2
Après avoir positionné l'outil à la première profondeur de passe, la
TNC le déplace en avance de fraisage Q12 sur un arc de cercle
tangentiel au contour. Si nécessaire, elle tient compte de la
surépaisseur latérale
3
A la première profondeur de passe, l'outil fraise avec l'avance de
fraisage Q12 le long du contour et jusqu’à ce que le tracé de
contour défini soit entièrement usiné
4
L'outil se dégage ensuite de l'ilot oblong de manière tangentielle,
et retourne au point initial de l'usinage
5
Les phases 2 à 4 sont répétées jusqu'à ce que le profondeur de
fraisage programmée Q1 soit atteinte
6
L'outil retourne ensuite à la hauteur de sécurité dans l'axe d'outil
ou bien à la dernière position programmée avant le cycle (en
fonction du paramètre-machine 7420)
Vous pouvez définir le mode d'accostage du cycle 39 avec
le paramètre 7680, Bit 16:
Bit 16 = 0:
Approche et sortie tangentielle
Bit 16 = 1:
Au point de départ, plonger perpendiculairement à la
profondeur, sans approche tangentielle et dégager au
point final du contour sans sortie tangentielle.