Paramètres du cycle – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 344
344
Cycles palpeurs: déterminer automatiquement l'erreur d'alignement de la pièce
14.3 R
O
TA
TION DE BA
SE a
ve
c deux tr
ous (cy
cle 40
1, DIN/ISO:
G40
1)
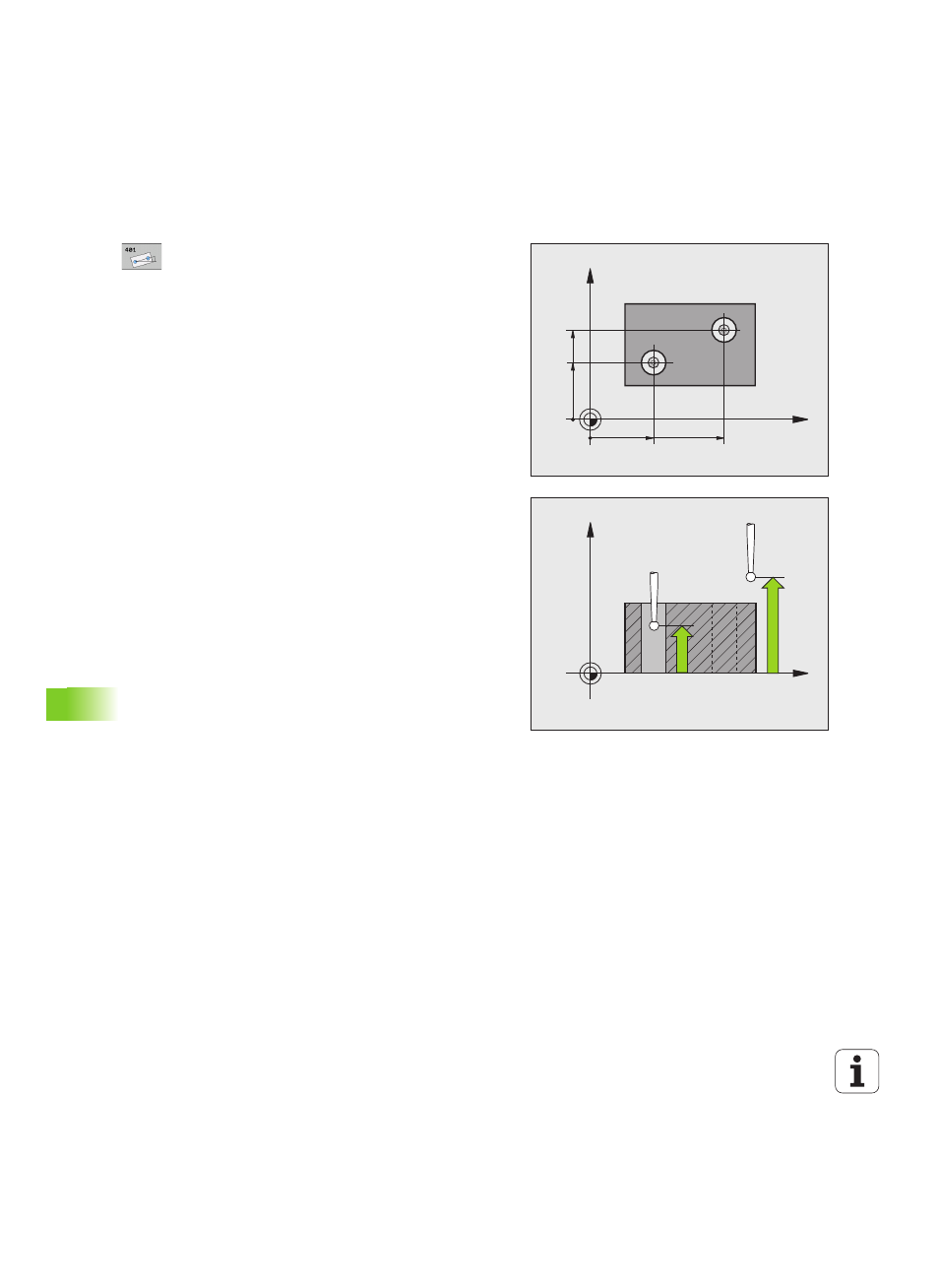
Paramètres du cycle
1er trou: centre sur 1er axe
Q268 (en absolu):
centre du 1er trou dans l'axe principal du plan
d'usinage. Plage d'introduction -99999,9999 à
99999,9999
1er trou: centre sur 2ème axe
Q269 (en absolu):
centre du 1er trou dans l'axe secondaire du plan
d'usinage. Plage d'introduction -99999,9999 à
99999,9999
2ème trou: centre sur 1er axe
Q270 (en absolu):
centre du 2ème trou dans l'axe principal du plan
d'usinage. Plage d'introduction -99999,9999 à
99999,9999
2ème trou: centre sur 2ème axe
Q271 (en absolu):
centre du 2ème trou dans l'axe secondaire du plan
d'usinage. Plage d'introduction -99999,9999 à
99999,9999
Hauteur mesure dans axe palpage
Q261 (en absolu):
coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur prévu pour la mesure. Plage
d'introduction -99999,9999 à 99999,9999
Hauteur de sécurité
Q260 (en absolu): coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (éléments de serrage). Plage
d’introduction -99999,9999 à 99999,9999, ou PREDEF
Présélection angle de rotation
Q307 (en absolu):
introduire l'angle de la droite de référence si l'erreur
d'alignement à mesurer doit se référer à une droite
quelconque, et non pas à l'axe principal. Pour la
rotation de base, la TNC calcule alors la différence
entre la valeur mesurée et l'angle de la droite de
référence. Plage d'introduction -360,000 à 360,000
X
Y
Q271
Q269
Q268
Q270
X
Z
Q261
Q260