7 finition en profondeur (cycle 23, din/iso: g123), Mode opératoire du cycle, Attention lors de la programmation – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 206: Paramètres du cycle
206
Cycles d'usinage: poche de contour, tracé de contour
7.
7 FINITION EN PR
OFONDEUR (cy
cle 23, DIN/ISO:
G123)
7.7 FINITION EN PROFONDEUR
(cycle 23, DIN/ISO: G123)
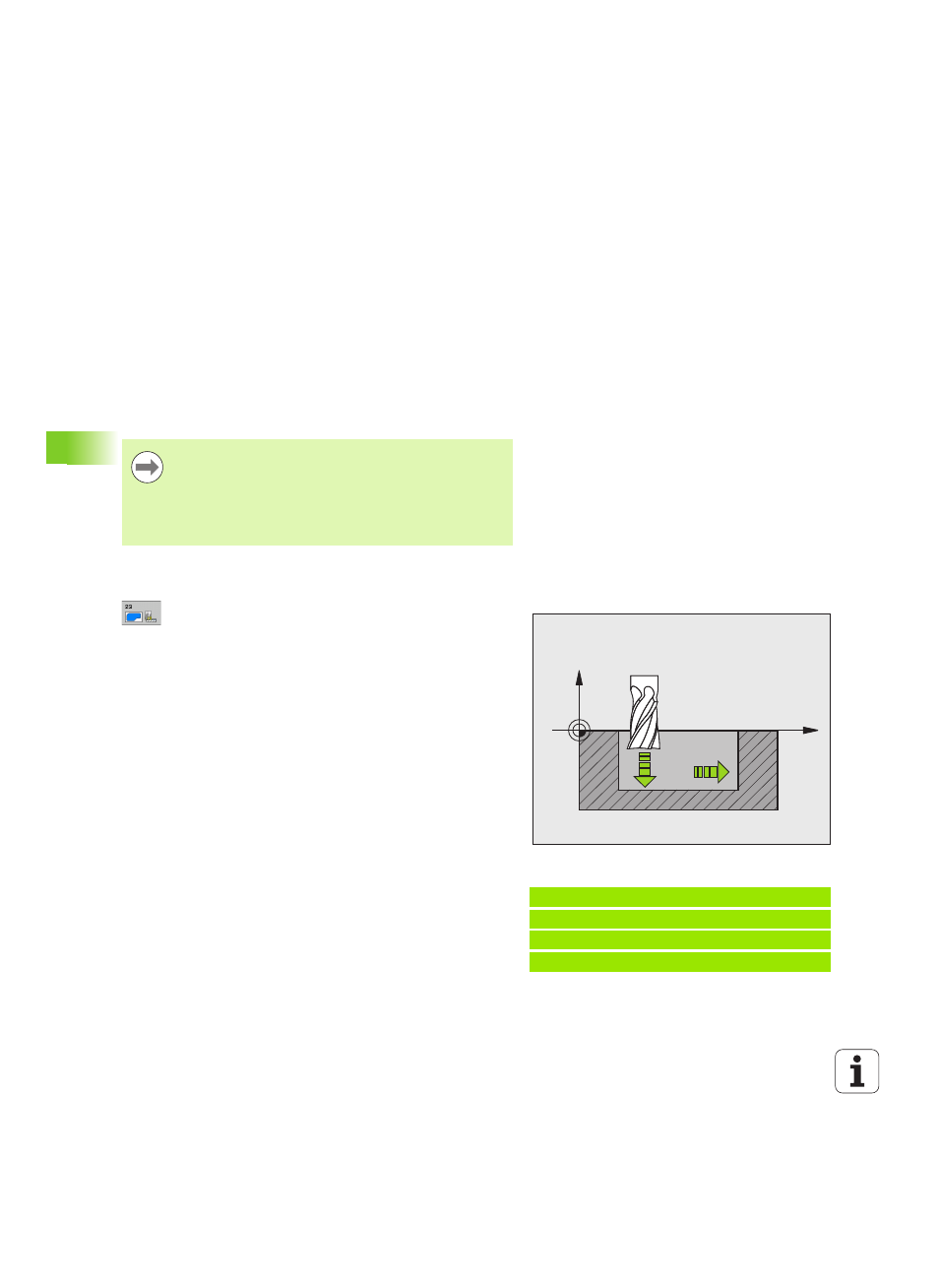
Mode opératoire du cycle
Approche douce de l'outil (cercle tangentiel vertical) vers la face à
usiner, à condition qu'il y ait suffisamment de place pour cette
opération. Si il n'y a pas suffisamment de place, la TNC déplace l'outil
verticalement à la profondeur. L'outil fraise ensuite ce qui reste après
l'évidement, soit la valeur de la surépaisseur de finition.
Attention lors de la programmation!
Paramètres du cycle
Avance plongée en profondeur
Q11: vitesse de
déplacement de l'outil lors de la plongée. Plage
d'introduction 0 à 99999,9999 ou FAUTO, FU, FZ
Avance évidement
Q12: avance de fraisage. Plage
d'introduction 0 à 99999,9999 ou FAUTO, FU, FZ
Avance retrait
Q208: vitesse de déplacement lors de
la sortie de l'outil après perçage en mm/min. Si vous
introduisez Q208 = 0, l'outil sort alors avec l'avance
Q12. Plage d’introduction: 0 à 99999,9999 ou FMAX,
FAUTO
, PREDEF
La TNC détermine automatiquement le point initial pour la
finition. Le point de départ dépend de la répartition des
contours dans la poche.
Le rayon d'approche pour le prépositionnement à la
profondeur finale est fixe et il est indépendant de l'angle
de plongée de l'outil.
Exemple : Séquences CN
60 CYCL DEF 23 FINITION EN PROF.
Q11=100
;AVANCE PLONGÉE PROF.
Q12=350
;AVANCE ÉVIDEMENT
Q208=99999 ;AVANCE RETRAIT
X
Z
Q11
Q12