Action – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 284
284
Cycles: conversions de coordonnées
11
.3 Décalag
e du POINT ZER
O a
vec tableaux de points zér
o
(cy
cle
7,
DIN/ISO:
G53)
11.3 Décalage du POINT ZERO avec
tableaux de points zéro
(cycle 7, DIN/ISO: G53)
Action
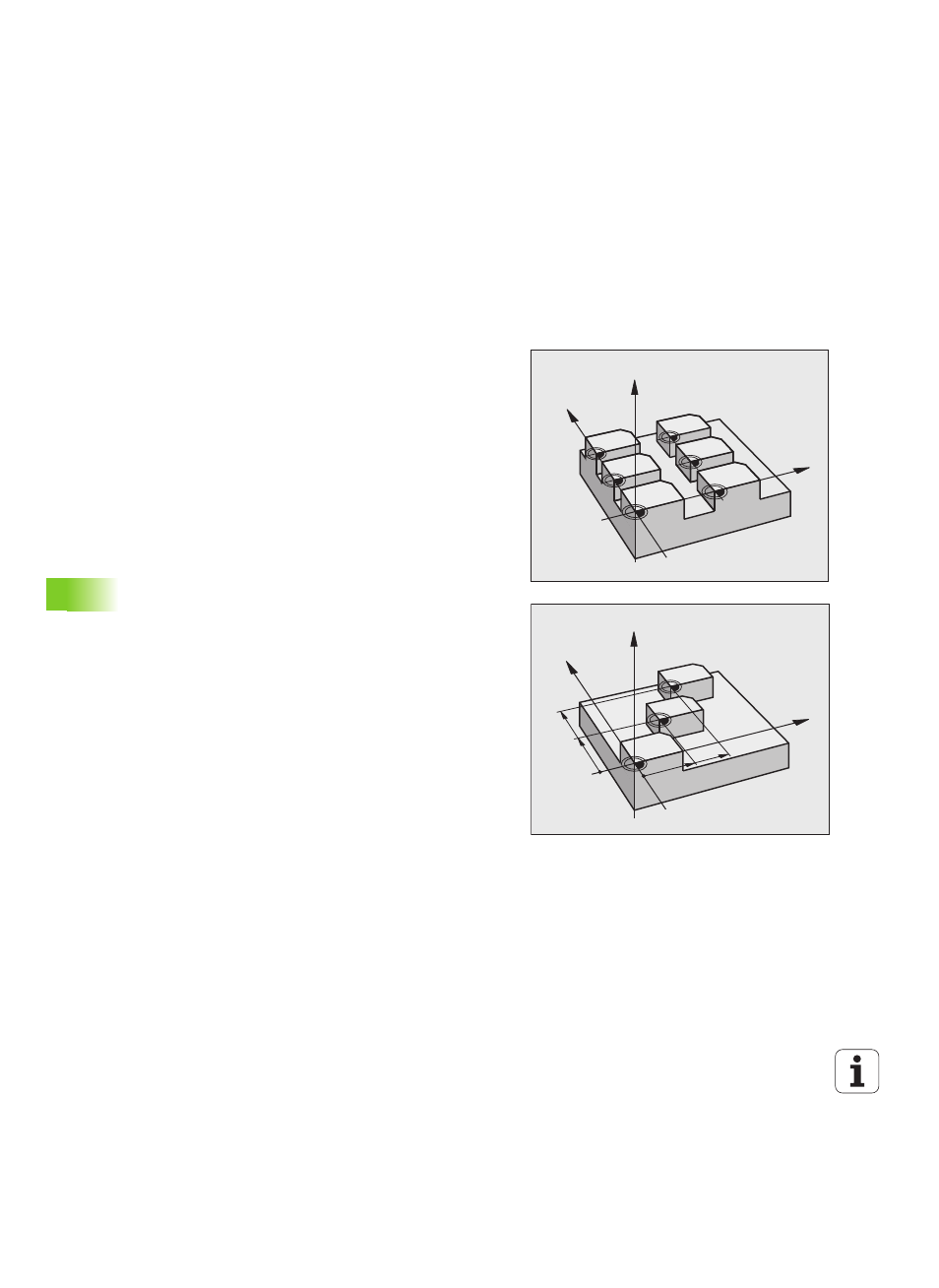
Vous utilisez les tableaux de points zéro, par exemple
pour des opérations d'usinage répétitives à diverses positions de la
pièce ou
pour une utilisation fréquente du même décalage de point zéro.
A l’intérieur d’un même programme, vous pouvez programmer les
points zéro soit directement dans la définition du cycle, soit en les
appelant dans un tableau de points zéro.
Désactivation
Appeler dans le tableau de points zéro un décalage ayant pour
coordonnées X=0; Y=0 etc.
Appeler un décalage ayant pour coordonnées X=0; Y=0 etc.
directement avec la définition du cycle
Utiliser la fonction TRANS DATUM RESET
Graphique
Si vous programmez un nouveau BLK FORM après un décalage du point
zéro, vous pouvez décider avec le paramètre-machine 7310 si le BLK
FORM
doit se référer au nouveau point zéro ou à l'ancien. Pour l'usinage
de plusieurs pièces, ceci a l'avantage de permettre à la TNC de
représenter graphiquement chacune des pièces.
Affichages d'état
Dans l'affichage d'état supplémentaire, les données suivantes
provenant du tableau de points zéro sont affichées:
Nom et chemin d'accès du tableau de points zéro actif
Numéro de point zéro actif
Commentaire de la colonne DOC du numéro de point zéro actif
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2