Paramètres du cycle – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 140
140
Cycles d'usinage: taraudage / fraisage de filets
4.1
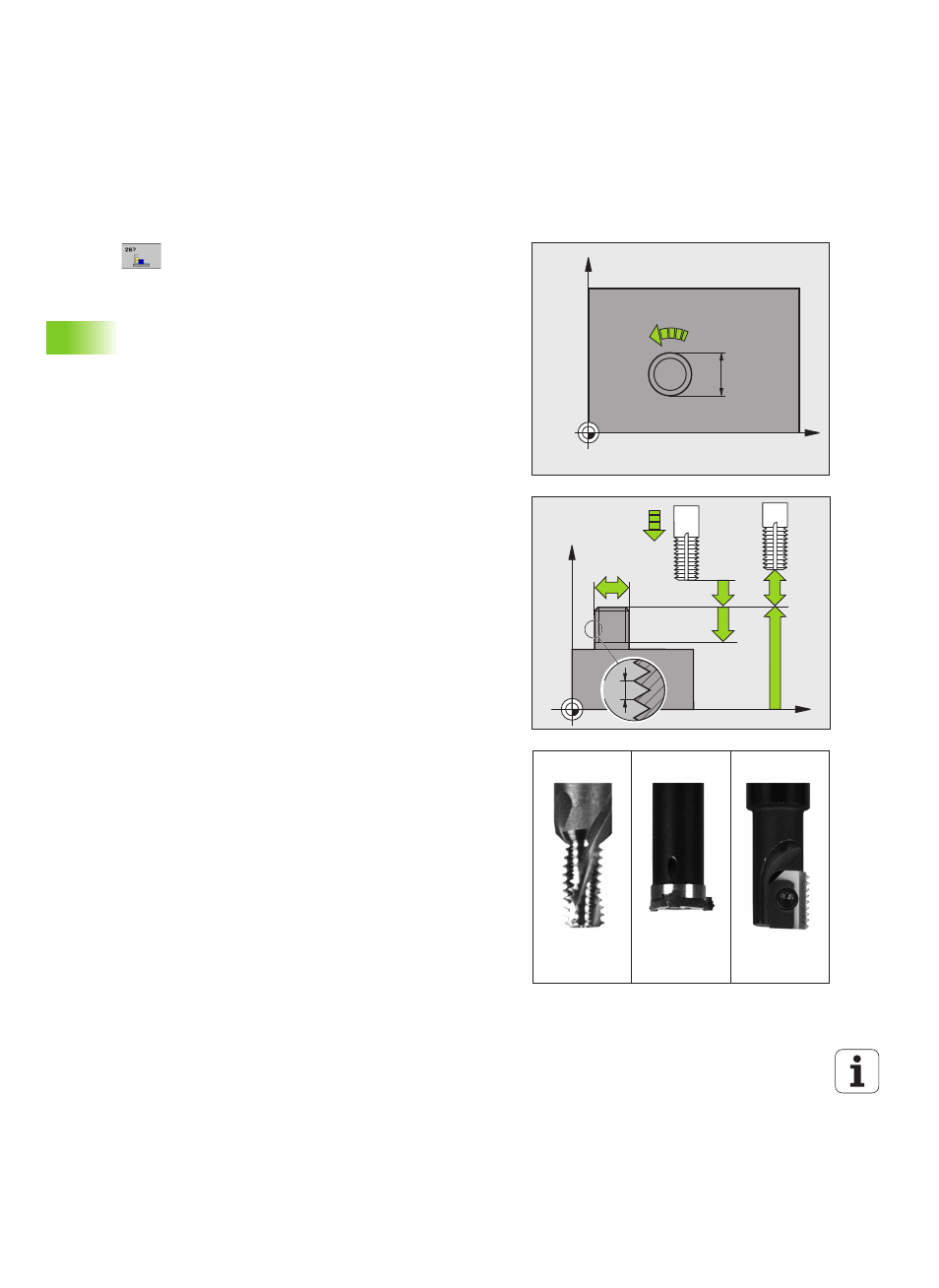
0 FILET
A
GE EXTERNE SUR TE
NONS
(cy
cle
267
, DIN/ISO:
G267)
Paramètres du cycle
Diamètre nominal
Q335: diamètre nominal du filet
Plage d'introduction 0 à 99999,9999
Pas de vis
Q239: pas du filet. Le signe définit le sens
du filet à droite ou à gauche:
+
= filet à droite
–
= filet à gauche
Plage d'introduction -99,9999 à 99,9999
Profondeur de filetage
Q201 (en incrémental):
distance entre la surface de la pièce et la fin du filet
Filets par pas
Q355: nombre de filets dont l'outil se
décale:
0
= une hélice de 360° à la profondeur du filetage
1
= hélice continue sur toute la longueur du filet
>1
= plusieurs hélices avec approche et sortie. Entre
chaque mouvement la TNC décale l'outil de Q355 fois
le pas. Plage d'introduction 0 à 99999
Avance de pré-positionnement
Q253: vitesse de
déplacement de l'outil lors de la plongée dans la pièce
ou lors de sa sortie de la pièce, en mm/min. Plage
d'introduction 0 à 99999,999 ou FMAX, FAUTO, PREDEF
Mode fraisage
Q351: mode de fraisage avec M3
+1
= fraisage en avalant
–1
= fraisage en opposition
en alternative PREDEF
X
Y
Q207
Q335
X
Z
Q203
Q253
Q201
Q204
Q200
Q239
Q335
Q355 = 1
Q355 > 1
Q355 = 0