Réglez le débit préliminaire des gaz -10, Fonctionnement, Réglez le débit préliminaire des gaz – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuel d'utilisation
Page 91
FONCTIONNEMENT
3/10/98
6-10
HySpeed HT2000
Mode d’emploi
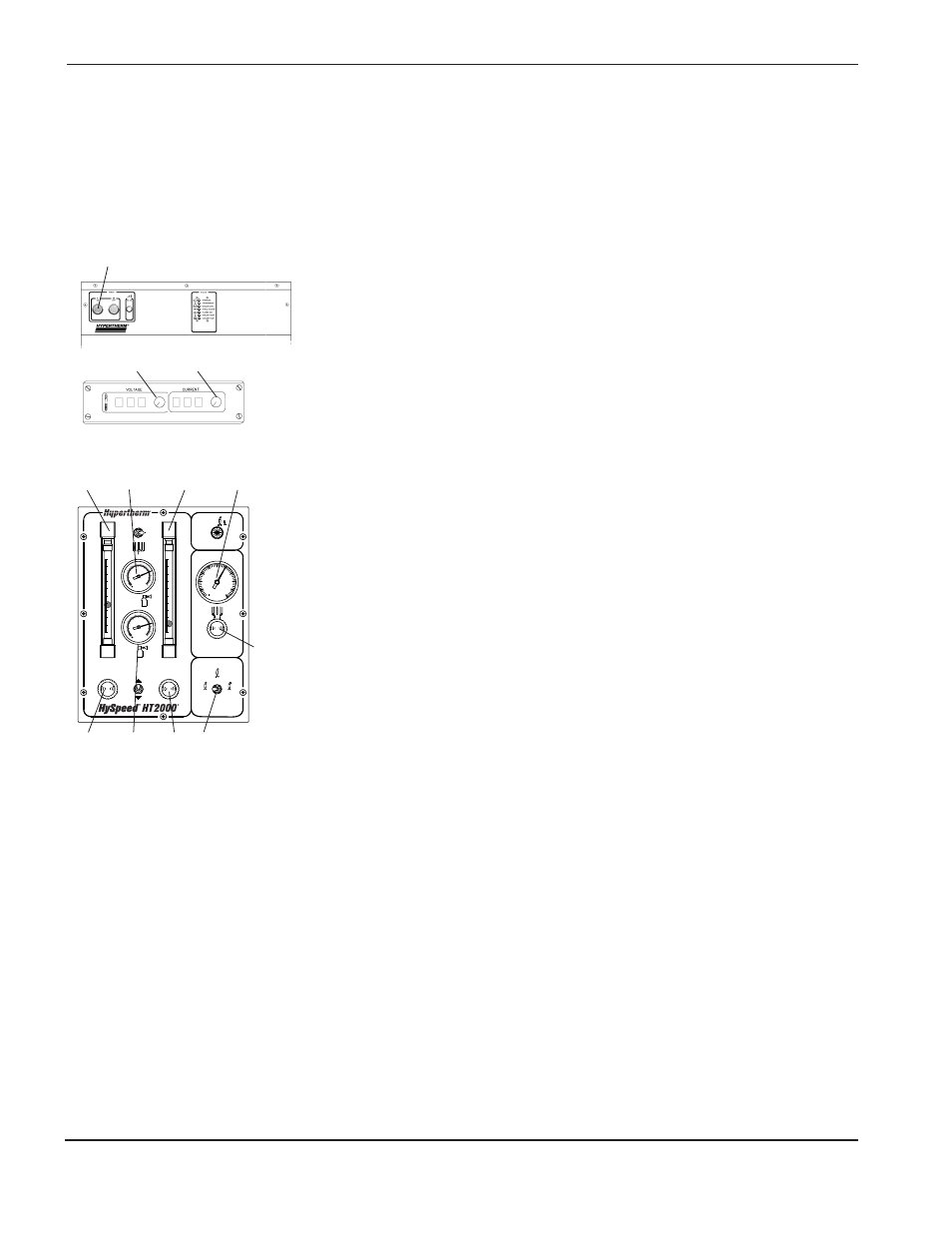
Mettez en marche l’unité d’alimentation et réglez la
tension/courant
7. Activez l’alimentation du sectionneur de secteur à l’unité d’alimentation.
Voir Indicateurs d’état (STATUS), avant la mise en marche dans cette
section.
8. Mettez en route l’unité d’alimentation HT2000 en pressant l’interrrupteur de
bouton POWER ON (I). Vérifiez que le voyant vert s’alllume. Appuyer sur
PB1 jusqu’à ce que tous les voyants d’état s’éteignent. Si le voyant
lumineux ne s’allume pas, voir le Mode d’emploi Intallation pour vérifier
l’installation correcte.
9. Réglez la TENSION et le COURANT sur le module digital télécommandé.
Choisissez la tension d’arc et le courant d’arc selon le type et épaisseur de
métal à découper en suivant les indications dans les Tableaux de
découpage.
Réglez le débit préliminaire des gaz
10. Mettez S2 sur la console à gaz en position Test-débit préliminaire.
Vérifiez que les manomètres du gaz plasma (PG1, PG2) indiquent
8,2 bar.
11. Regardez les débimètres d’oxygène (FM2) et/ou azote/air (FM1) et réglez
le pourcentage du débit de gaz plasma en débit préliminaire en se
référant aux Tableaux de découpage et en tournant les boutons de réglage
des débimètres pour oxygène (MV3) et/ou azote/air (MV2).
12. Regardez le manomètre du gaz secondaire (PG3) sur la console à gaz, et
réglez le pourcentage du débit en se référant aux Tableaux de découpage
et en tournant le bouton de réglage du gaz secondaire (MV4).
Note:
Si vous avez remplacé des pièces consommables ou si la source
de courant a été arrêtée pendant plus d'une heure, purgez les
conduites de gaz en laissant le système sur Test Preflow pendant
une minute.
PLASMA
N
2
/Air
O
2
SHIELD
N
2
/Air
psi
psi
psi
DC
N
2
/Air
O
2
O
2
PLASMA
Cut Flow
PreFlow
PreFlow
Run
10
9
8
7
6
5
4
3
2
1
0
10
9
8
7
6
5
4
3
2
1
0
Test
Preflow
Test
Cutflow
PB1
FM1
FM2
MV2
MV3
MV4
S2
TENSION
COURANT
PG1
PG3
PG2