H35 / n, Aluminium, Au-dessus de l’eau uniquement – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuel d'utilisation
Page 112: Fonctionnement
FONCTIONNEMENT
23
HySpeed HT2000
Mode d’emploi
6-31
Aluminium
200 A Plasma H35 / Gaz secondaire N
2
Tubulure d’argon-hydrogène (073109) requis*
Cette combinaison de gaz (Hypertherm recommande un mélange de 35 % hydrogène
et 65 % argon pour le gaz plasma) permet l’épaisseur maximum de coupe, excellente
soudabilité et qualité de coupe. La durée utile de l’électrode augmente avec cette combinaison.
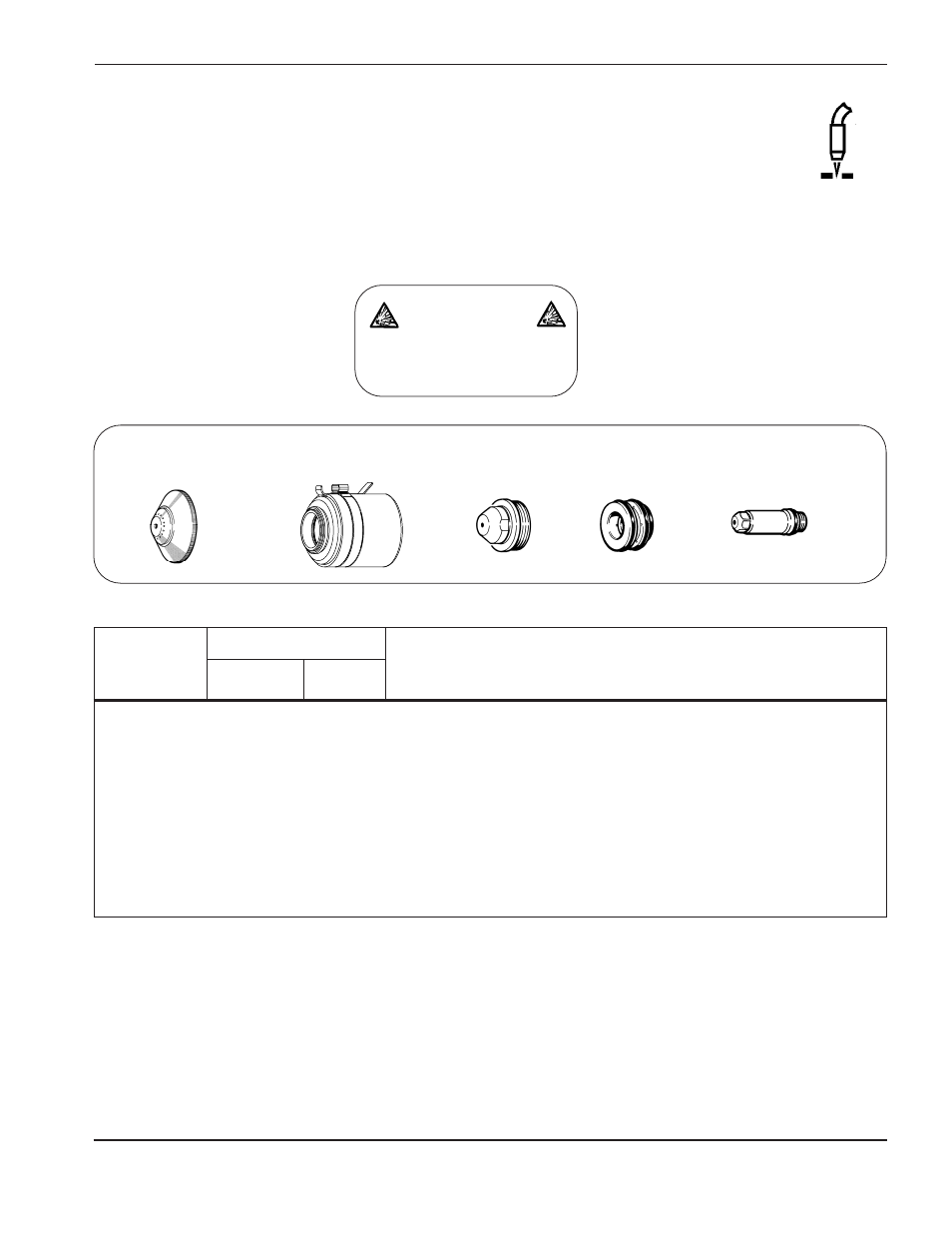
020602
Protecteur
120837
Couvercle de retenue
020608
Buse
020607
Anneau de gaz
020415
Électrode
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
dd’arc
déplacement
mouvement
du métal
(%H35)
(%H35)
(N
2
) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
3
⁄
16
"
5 mm
25
25
60/4
5
10
130
4300
0,5
1
⁄
4
"
6 mm
5
10
130
4000
1,0
3
⁄
8
"
10 mm
42
42
130
6
12
135
3000
2,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
6
12
140
2550
2,0
5
⁄
8
"
15 mm
6
12
145
2000
2,5
3
⁄
4
"
20 mm
8
16
150
1500
2,5
7
⁄
8
"
22 mm
8
16
155
1250
2,5
1"
25 mm
8
16
155
1000
1
1
⁄
4
"
32 mm
8
16
165
660
1
1
⁄
2
"
38 mm
8
16
170
460
1
3
⁄
4
"
44 mm
8
16
180
300
2"
50 mm
8
16
185
180
DECOUPAGE
* Voir Section 7 pour l’installation et opération avec tubulure d’argon-hydrogène.
Notes : Régler la pression d’entrée du gaz plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Le coupage de production de plus de 22 mm d’épaisseur n’est pas recommandé.
AVERTISSEMENT
N’utilisez pas la buse de
rideau d’eau avec la tubulure
d’argon-hydrogène !
Au-dessus de l’eau uniquement