Mise en marche quotidienne -9, Vérifiez la torche -9, Activez les gaz -9 – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuel d'utilisation
Page 90: Vérifiez la torche -9 activez les gaz -9, Mise en marche quotidienne, Fonctionnement, Vérifiez la torche, Activez les gaz, Avertissement, Air (pour azote ou air comme gaz plasma), ou o
FONCTIONNEMENT
21
HySpeed HT2000
Mode d’emploi
6-9
Mise en marche quotidienne
Avant d’initier les opérations, assurez-vous que votre environnement de travail ainsi que vos habits se conforment
aux spécifications de sécurité décrites dans la Section 1 : Sécurité. S’il y a des difficultés pendant la mise en
marche, se référer au Mode d’emploi HT2000 : Installation (N
o
801590) pour la vérification des conditions de post-
installation du système.
Note : Pour l’opération avec la tubulure à argon-hydrogène, voir la Section 7 : Fonctionnement :
Tubulure à argon-hydrogène
Vérifiez la torche
1. Enlevez les pièces consommables de la torche et inspectez si elles sont usées ou endommagées. Placez
toujours les consommables sur une surface propre, sèche, sans huile. De la saleté dans les pièces peut
causer un mauvais fonctionnement de la torche.
• Inspectez la profondeur du creux dans l’électrode en se servant de la jauge pour électrode. On doit
remplacer une électrode tout en cuivre quand la profondeur dépasse 1,0 mm. On doit remplacer une
électrode SilverPlus quand le cratère dépasse environ deux fois la profondeur recommandée pour toutes les
électrodes en cuivre.
• Essuyez l’anneau de courant dans la torche avec une serviette en papier propre ou avec un coton-tige (voir
Fig. 6-7, page 6-51).
• Se référer aux Tableaux de découpage et choisissez les pièces consommables correctes pour le découpage
à faire.
2. Remplacez les pièces usées ou endommagées. Se référer à la section Changement des pièces consommables
plus loin dans ce Mode d’emploi pour de l’information détaillée à ce sujet.
3. Vérifiez que la torche soit perpendiculaire à la pièce a découper. Voir Fig. 6-7, page 6-12b, pour le procédé
d’alignement.
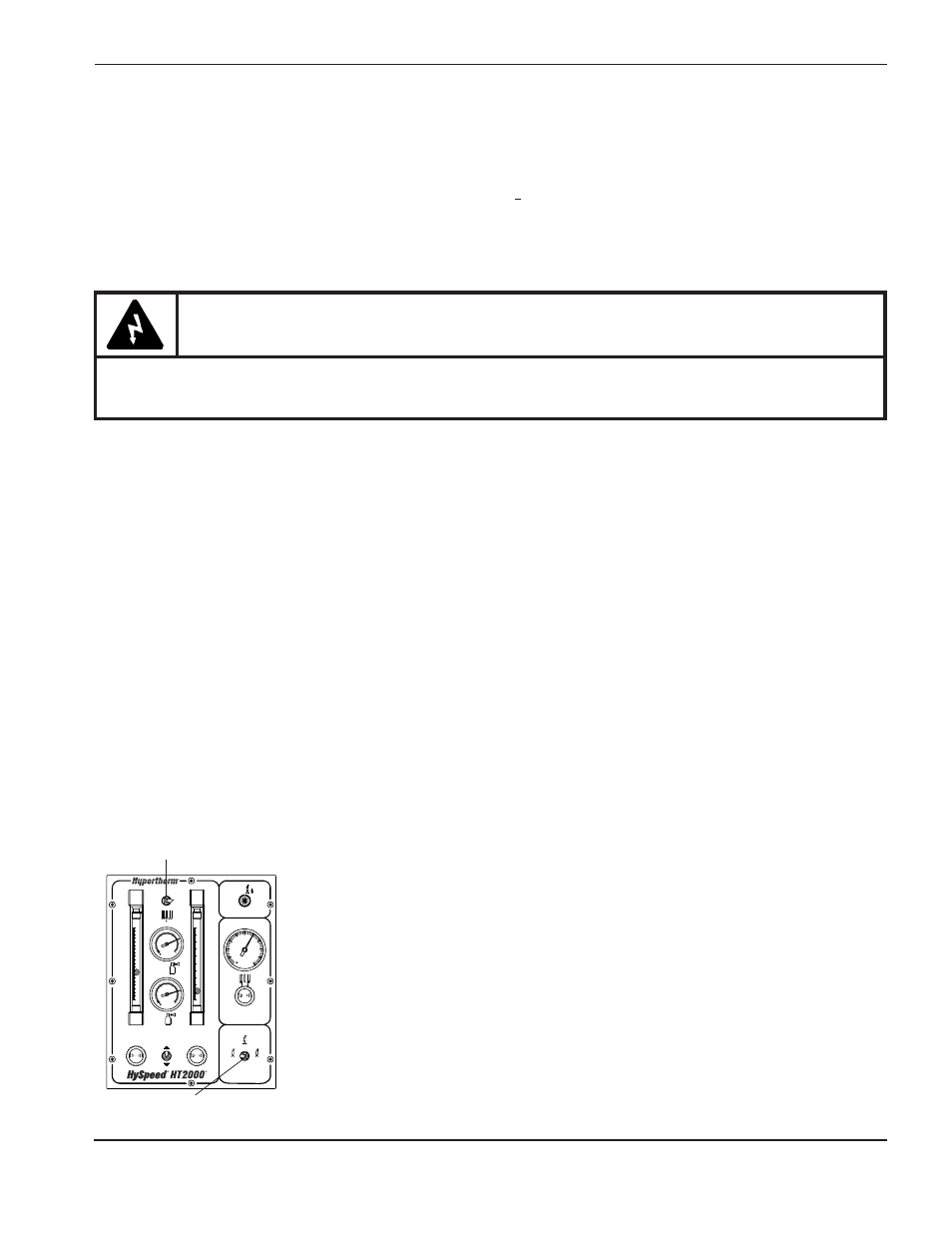
Activez les gaz
4. Mettez l’interrupteur tumbler S2 dans la console à gaz sur Marche.
5. Mettez l’interrupteur S1 dans la console à gaz sur N
2
/Air (pour azote ou air
comme gaz plasma), ou O
2
(pour oxygène comme gaz plasma).
6. Activez l’alimentation requise des gaz.
• Quand on utilise comme gaz plasma de l’oxygène, azote ou argon-
hydrogène, réglez le régulateur de pression à 8,2 bar.
• Quand on utilise comme gaz plasma de l’air, réglez le régulateur de
pression à 6,2 bar.
• Pour le gaz secondaire, réglez le régulateur de pression à 6,2 bar.
PLASMA
N
2
/Air
O
2
SHIELD
N
2
/Air
psi
psi
psi
DC
N
2
/Air
O
2
O
2
PLASMA
Cut Flow
PreFlow
PreFlow
Run
10
9
8
7
6
5
4
3
2
1
0
10
9
8
7
6
5
4
3
2
1
0
Test
Preflow
Test
Cutflow
S2
S1
AVERTISSEMENT
Avant de faire fonctionner ce système, lire complètement la section Sécurité. Avant de procéder avec
les instructions suivantes, couper l’alimentation du sectionneur de secteur à l’unité d’alimentation.