Au-dessus de l’eau uniquement, Fonctionnement, 200 a plasma o – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuel d'utilisation
Page 116: Gaz secondaire air
FONCTIONNEMENT
23
HySpeed HT2000
Mode d’emploi
6-35
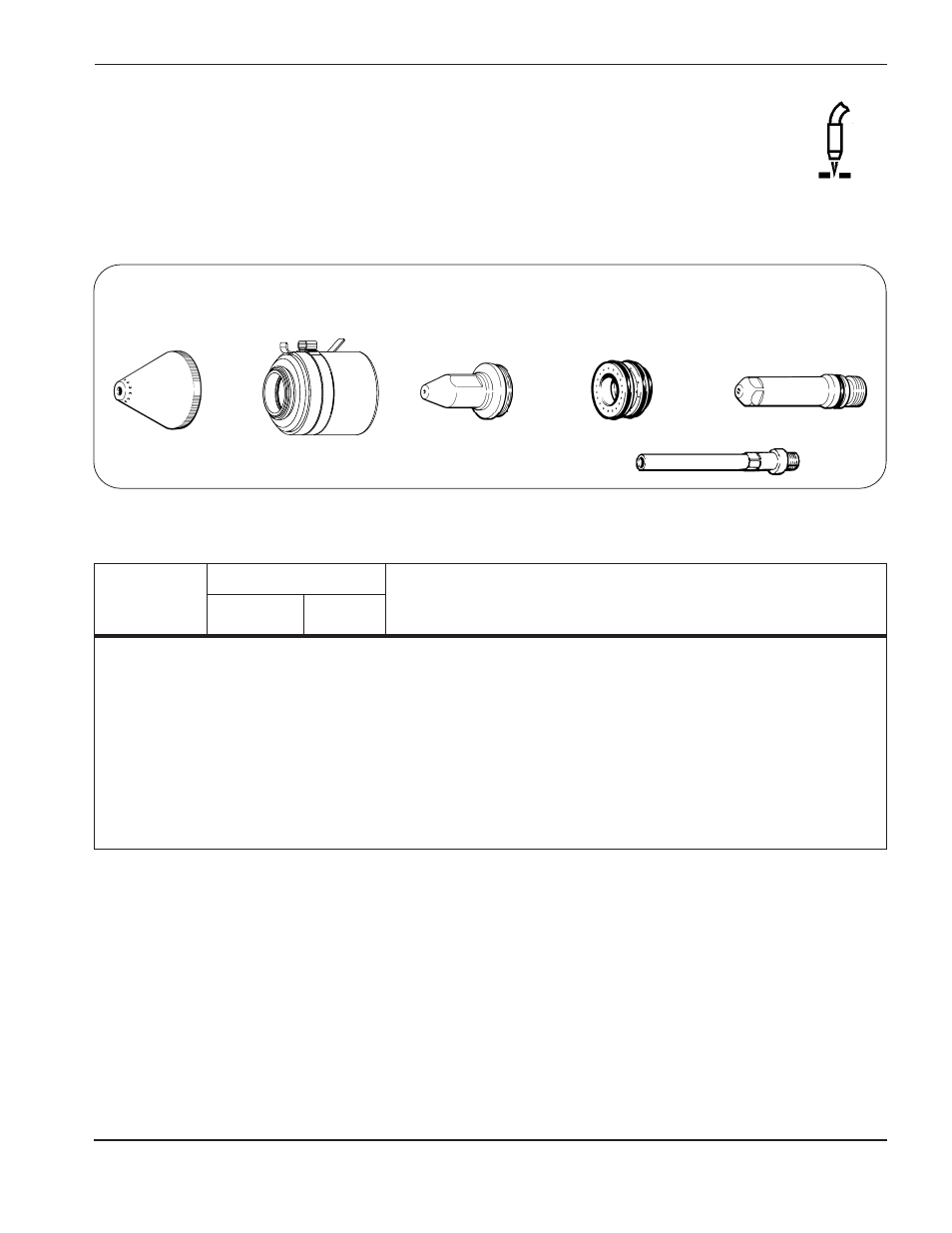
Acier au carbone - Pièces consommables pour coupage en biseau
200 A Plasma O
2
/ Gaz secondaire Air
120833
(à droite)
120834
(à gauche)
Anneau de gaz
120258
Électrode
120257
Tube d’eau
120259
Buse
120837
(à droite)
120838
(à gauche)
Couvercle de retenue
120260
Protecteur
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
d’arc
déplacement
mouvement
du métal
(%O
2
%N
2
)
(%O
2
%N
2
)
(Air) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
1
⁄
4
"
6 mm
12
38
64
0
60/4
3
6
115
4060
0,5
.315"
8 mm
3
6
120
3000
0,5
3
⁄
8
"
10 mm
7
24
37
130
3
6
120
2540
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
4
8
120
2030
2,0
5
⁄
8
"
15 mm
4
8
125
1780
2,0
3
⁄
4
"
20 mm
5
10
130
1400
2,5
7
⁄
8
"
22 mm
6
12
135
1140
2,5
1"
25 mm
6
12
135
890
2,5
1
1
⁄
4
"
32 mm
6
12
140
560
1
1
⁄
2
"
38 mm
6
12
150
380
1
3
⁄
4
"
44 mm
8
16
160
250
2"
50 mm
8
16
170
180
Notes : Régler la pression d’entrée du oxygène gaz plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du azote gaz de plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Le coupage de production de plus de 25 mm d’épaisseur n’est pas recommandé.
Pour obtenir une coupe en biseau, positionner la torche entre 45 et 90° par rapport à la pièce.
Au-dessus de l’eau uniquement
DECOUPAGE