Acier au carbone, 75 mm sous l’eau, Au-dessus de l’eau – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuel d'utilisation
Page 100: Fonctionnement, 100 a plasma o, Gaz secondaire air
FONCTIONNEMENT
23
HySpeed HT2000
Mode d’emploi
6-19
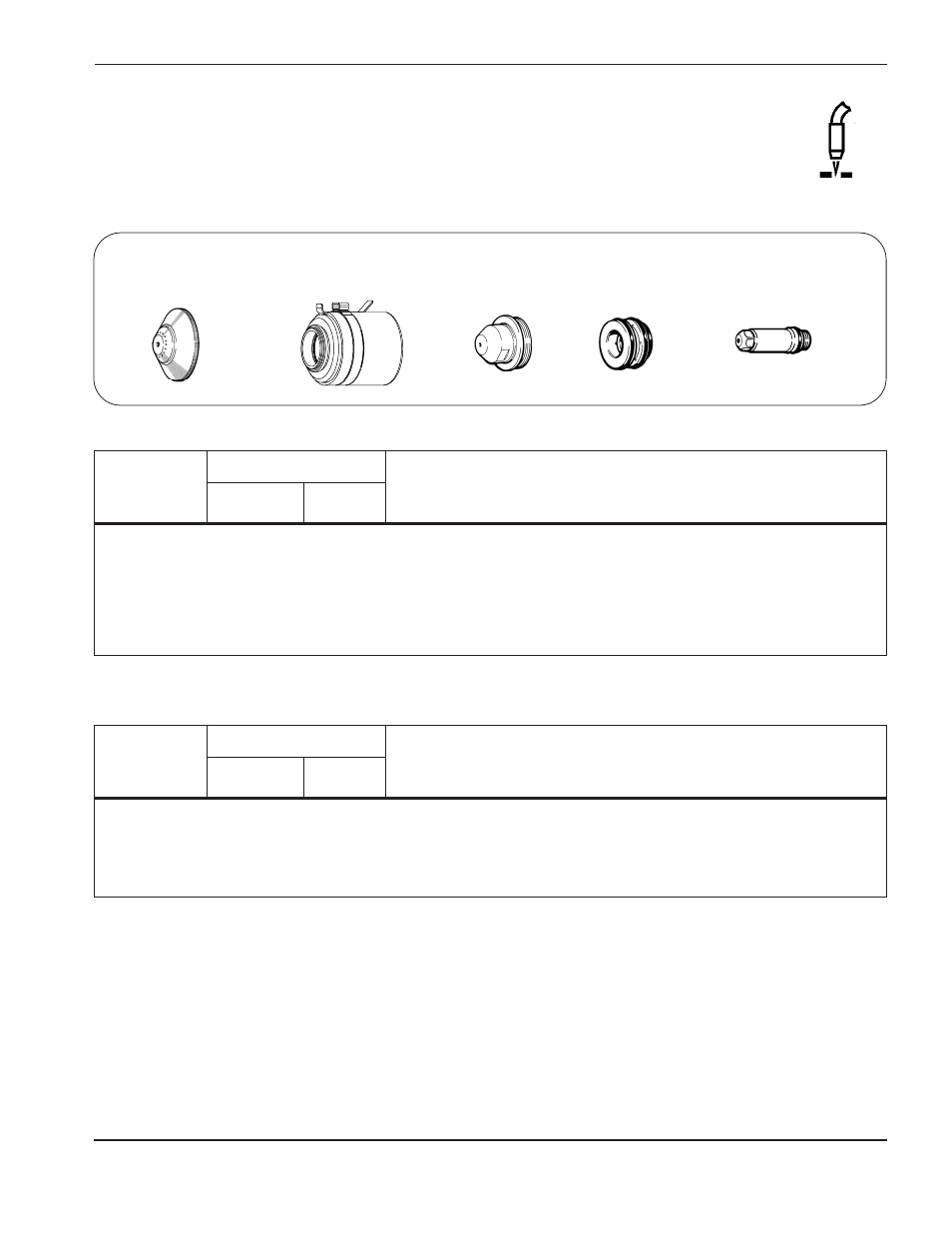
Acier au carbone
100 A Plasma O
2
/ Gaz secondaire air
Cette combinaison de gaz donne une bonne vitesse de découpage avec peu de bavures,
et est très économique. Il peut se former un peu de nitruration à la surface.
120547*
Électrode
020690
Buse
120837
(à droite)
120838
(à gauche)
Couvercle de retenue
020424
Protecteur
020613
(à droite)
120252
(à gauche)
Anneau de gaz
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
d’arc
déplacement
mouvement
du métal
(%O
2
%N
2
)
(%O
2
%N
2
)
(Air) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
75 mm sous l’eau
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
d’arc
déplacement
mouvement
du métal
(%O
2
%N
2
)
(%O
2
%N
2
)
(Air) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
1
⁄
8
"
3 mm
7
28
36
0
60/4
2,5
5
125
6100
0,0
3
⁄
16
"
5 mm
3
6
125
4570
0,0
1
⁄
4
"
6 mm
7/32
21
130
3
6
125
3050
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
130
2280
0,5
1
⁄
2
"
12 mm
3
6
130
1520
5
⁄
8
"
15 mm
4
8
140
1140
3
⁄
4
"
20 mm
5
10
145
760
DECOUPAGE
Notes : Régler la pression d’entrée du oxygène gaz plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du azote gaz de plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Le coupage de production de plus de 10 mm d’épaisseur n’est pas recommandé.
* Afin de maximiser la durée de vie des pièces consommables, modifier la trajectoire d’entrée et de sortie pour
réduire les erreurs lors de l’arrêt progressif. Dans le cas du coupage de bandes ou d’autres applications pour
lesquelles un arrêt progressif est difficile à réaliser, utiliser l’électrode réf. 120667 au lieu de l’électrode réf. 120547.
1
⁄
8
"
3 mm
7
28
36
0
60/4
2
4
125
5580
3
⁄
16
"
5 mm
3
6
125
4060
0,5
1
⁄
4
"
6 mm
7/32
21
130
3
6
125
2790
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
130
2160
0,5
1
⁄
2
"
12 mm
3
6
135
1520
Au-dessus de l’eau