Programmer un contour simple, Programmer la première pièce 1.3 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 55
Programmer la première pièce
1.3
1
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
55
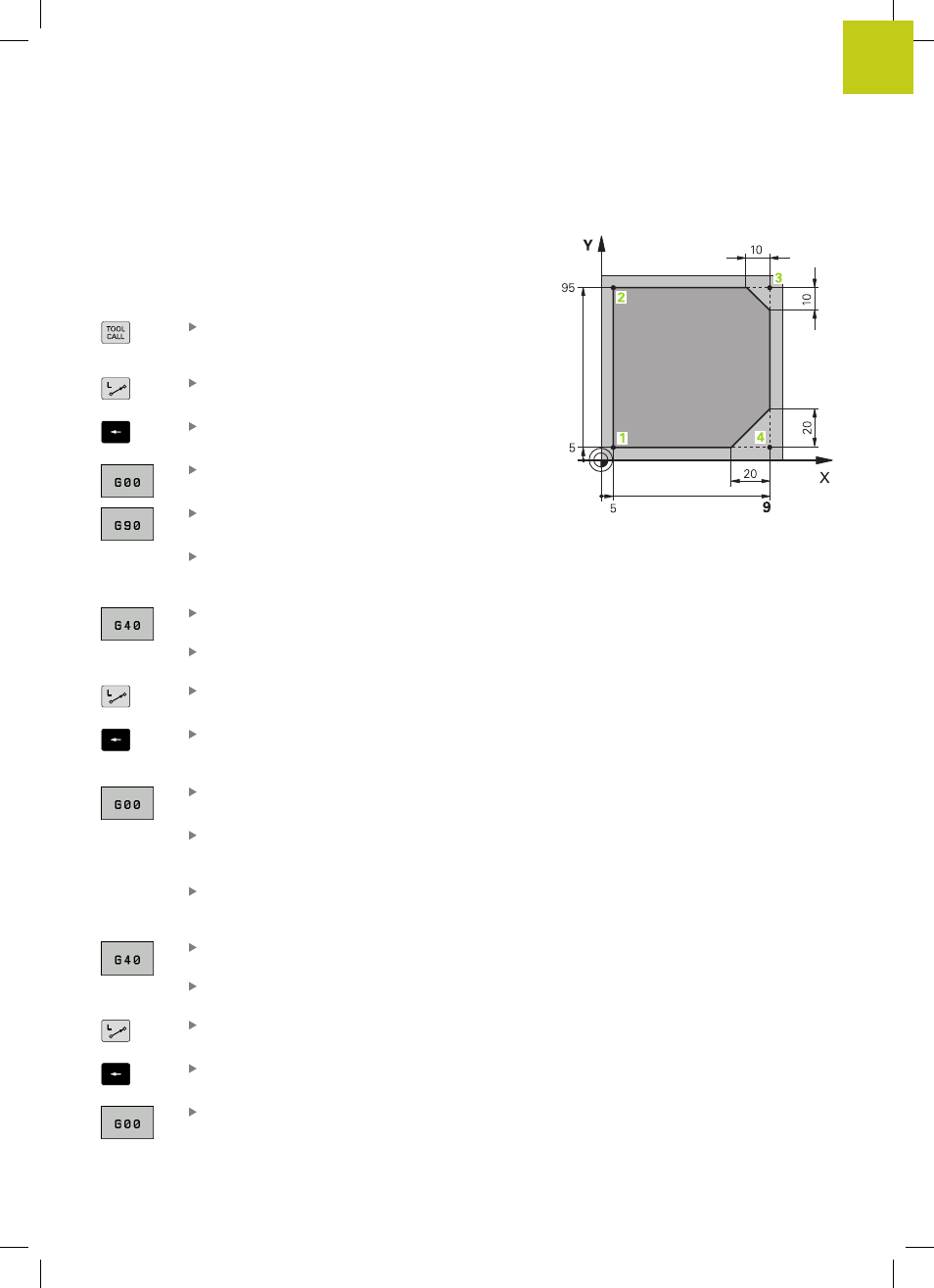
Programmer un contour simple
Le contour de la figure de droite doit être usiné en une seule passe
à la profondeur de 5 mm. La pièce brute a déjà été définie. Une
fois que vous avez ouvert un dialogue avec une touche de fonction,
entrez toutes les données que la TNC vous demande d'entrer en
haut de l'écran.
Appeler l'outil : introduisez les données d'outil.
Validez chaque fois votre saisie avec la touche
ENT. Ne pas oublier l'axe d'outil G17.
Appuyer sur la touche
L pour ouvrir une séquence
de programme pour un déplacement linéaire.
Passez dans la zone de saisie des fonctions G avec
la touche Flèche gauche.
Sélectionner la softkey
G00 pour un déplacement
en avance rapide.
Sélectionner la softkey
G90 pour programmer des
cotes absolues.
Dégager l'outil : appuyer sur la touche d'axe
orange
Z et indiquer la valeur de la position à
approcher, p. ex. 250. Valider avec la touche
ENT.
N'activer aucune correction d'outil : appuyer sur la
softkey
G40.
Fonction auxiliaire M? Valider avec la touche END
: la TNC mémorise la séquence de déplacement
Appuyer sur la touche
L pour ouvrir une séquence
de programme pour un déplacement linéaire.
Passez dans la zone de saisie des fonctions G avec
la touche Flèche gauche.
Sélectionner la softkey
G00 pour un déplacement
en avance rapide.
Prépositionner l'outil dans le plan d'usinage :
appuyer sur la touche d'axe orange
X, puis indiquer
la valeur de la position à approcher, p. ex. -20
Appuyer sur la touche d'axe orange
Y, puis
indiquer la valeur de la position à approcher, p. ex.
-20. Confirmer avec la touche ENT.
N'activer aucune correction d'outil : appuyer sur la
softkey
G40.
Fonction auxiliaire M? Valider avec la touche END
: la TNC mémorise la séquence de déplacement
Appuyer sur la touche
L pour ouvrir une séquence
de programme pour un déplacement linéaire.
Passez dans la zone de saisie des fonctions G avec
la touche Flèche gauche.
Sélectionner la softkey
G00 pour un déplacement
en avance rapide.