HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 362
Programmation : fonctions auxiliaires
10.4
Fonctions auxiliaires pour le comportement de contournage
10
362
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
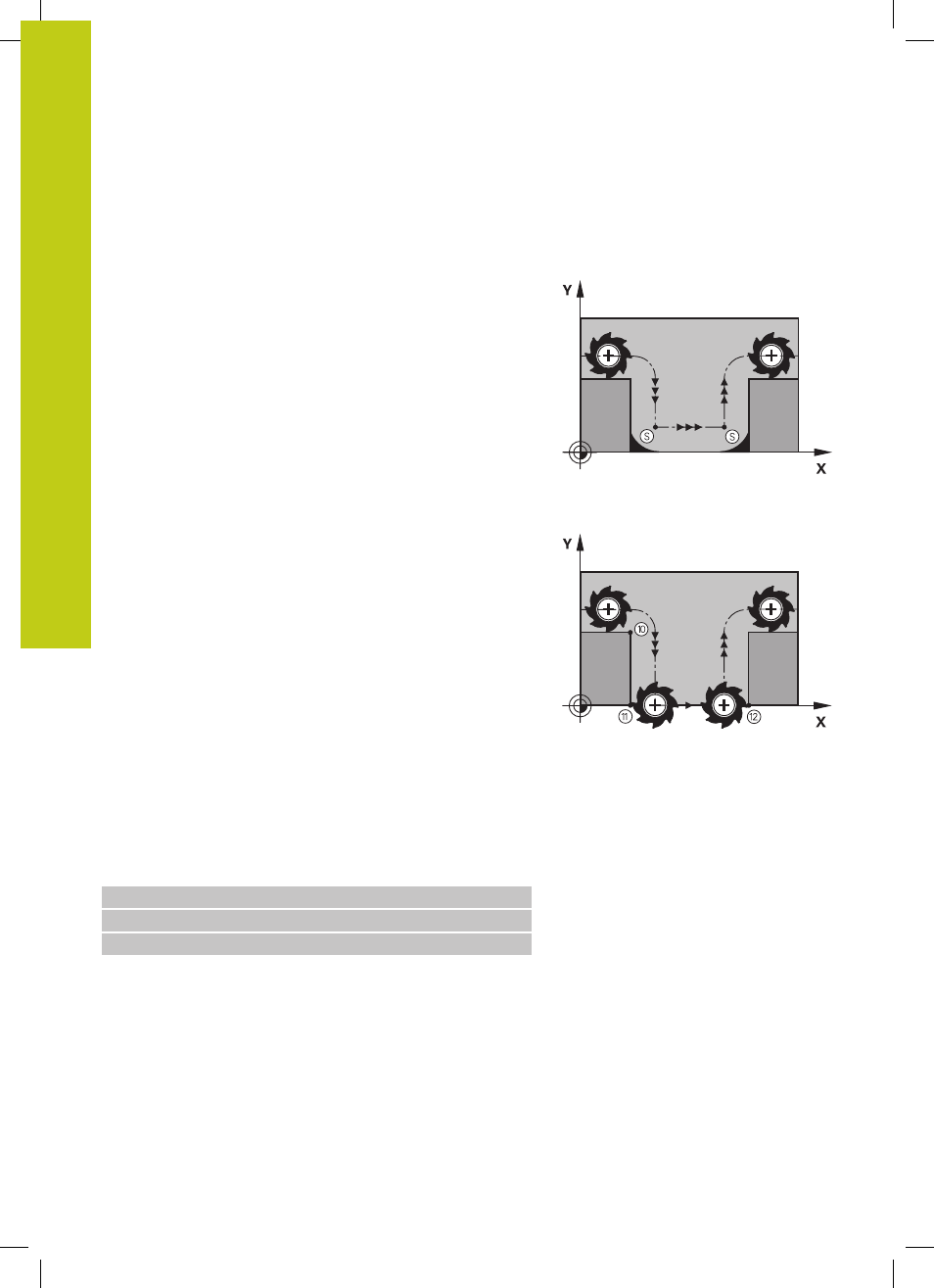
Usinage complet des angles d'un contour ouvert :
M98
Comportement standard
Dans les angles internes, la TNC calcule le point d’intersection des
trajectoires de la fraise et déplace l’outil à partir de ce point, dans la
nouvelle direction.
Lorsque le contour est ouvert aux angles, l'usinage est alors
incomplet :
Comportement avec M98
Avec la fonction auxiliaire M98, la TNC déplace l'outil jusqu'à ce
que chaque point du contour soit réellement usiné :
Effet
M98 n'est active que dans les séquences où elle a été
programmée.
M98 est active en fin de séquence.
Exemple de séquences CN
Aborder les uns après les autres les points 10, 11 et 12 du contour :
N100 G01 G41 X ... Y ... F ... *
N110 X ... G91 Y ... M98 *
N120 X+ ... *