Données d'outils, Programmation d'opérations de contournage, Fonctions spéciales – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 3
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
3
Cycles, sous-programmes et
répétitions de parties de programme
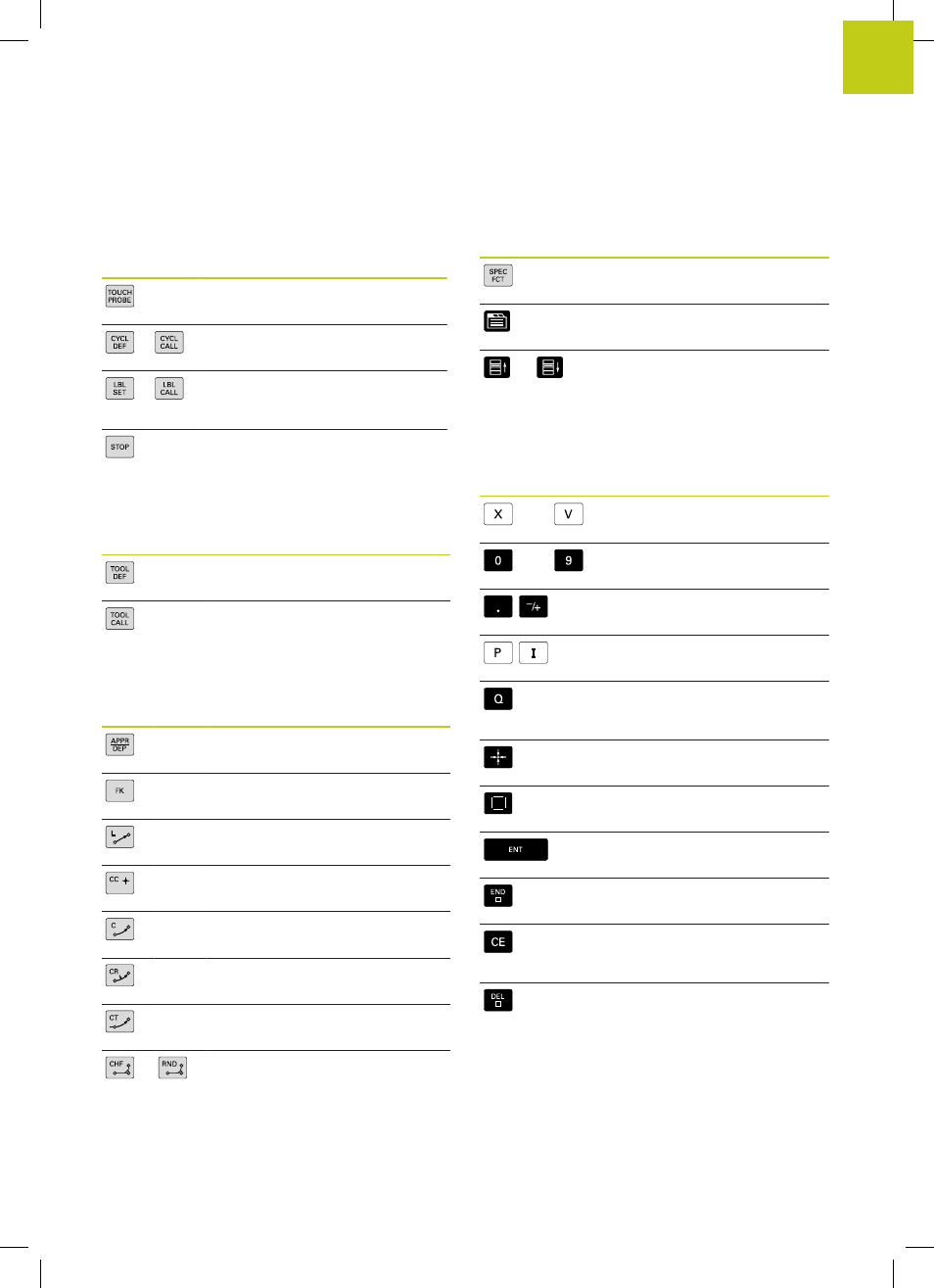
Touche
Fonction
Définir les cycles palpeurs
Définir et appeler les cycles
Définir et appeler les sous-
programmes et les répétitions de
partie de programme
Introduire un arrêt programmé
dans un programme
Données d'outils
Touche
Fonction
Définir les données d'outils dans le
programme
Appeler les données d'outils
Programmation d'opérations de contournage
Touche
Fonction
Approche/sortie du contour
Programmation flexible de
contours FK
Droite
Centre de cercle/pôle pour
coordonnées polaires
Trajectoire circulaire avec centre
de cercle
Trajectoire circulaire avec rayon
Trajectoire circulaire avec
raccordement tangentiel
Chanfrein/arrondi d'angle
Fonctions spéciales
Touche
Fonction
Afficher les fonctions spéciales
Onglet suivant dans les
formulaires
Champ de dialogue ou bouton
avant/arrière
Introduire les axes de coordonnées et nombres,
Edition
Touche
Fonction
. . .
Sélectionner les axes ou les
introduire dans le programme
. . .
Chiffres
Point décimal/inverser le signe
Saisir des coordonnées polaires/
valeurs incrémentales
Programmation des paramètres
Q/
Etat des paramètres Q
Transférer la position courante ou
la valeur de la calculatrice
NO
ENT
Ignorer les questions du dialogue
et effacer des mots
Valider la saisie et continuer le
dialogue
Fermer la séquence, terminer la
saisie
Réinitialiser des valeurs ou
supprimer le(s) message(s)
d'erreur de la TNC
Interrompre le dialogue, effacer
une partie du programme