Centre de cercle i, j – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 226
Programmation : programmer les contours
6.4
Contournage : coordonnées cartésiennes
6
226
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
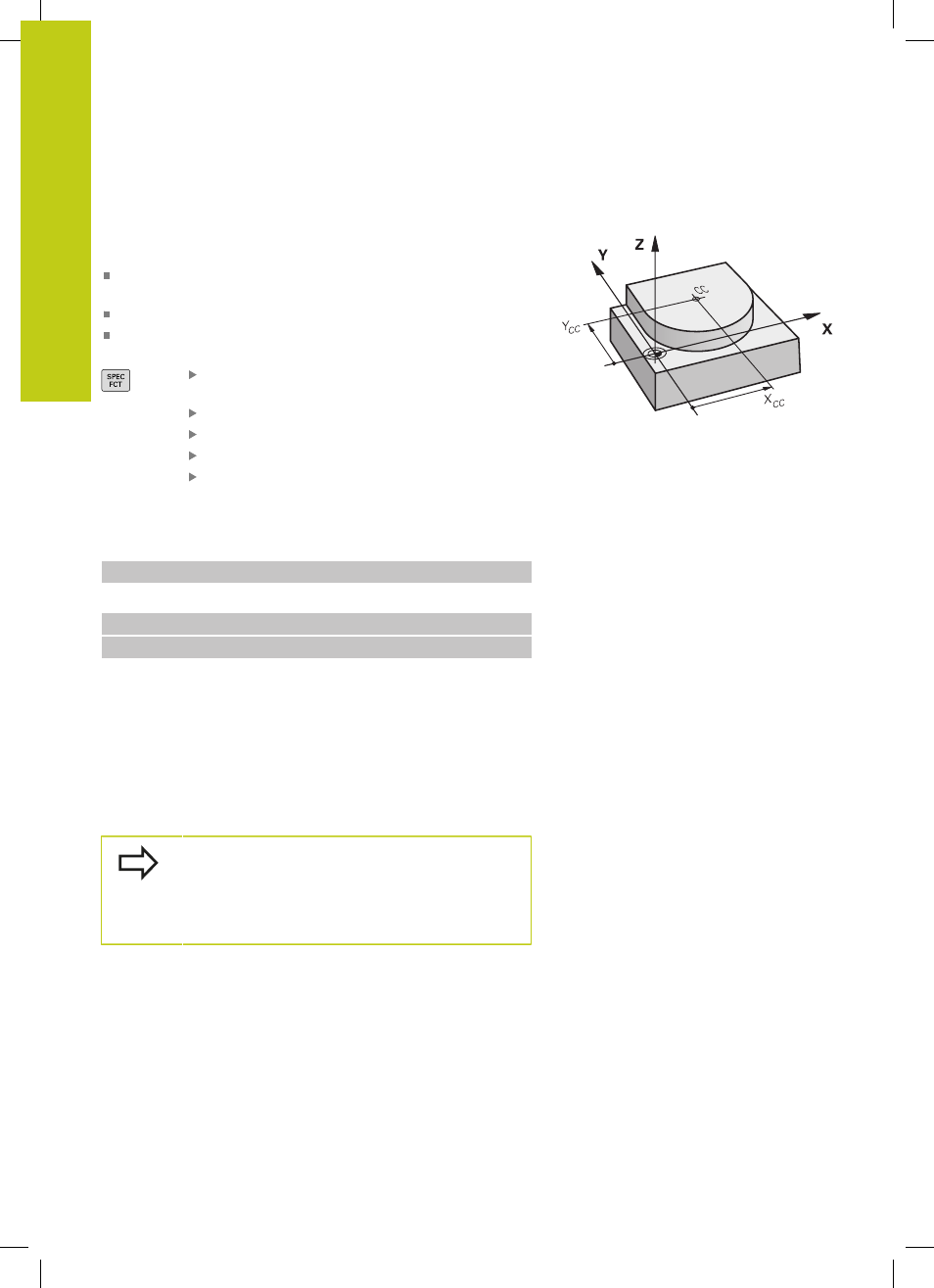
Centre de cercle I, J
Vous définissez le centre du cercle des trajectoires circulaires que
vous programmez avec les fonctions
G02, G03 ou G05. Pour cela :
introduisez les coordonnées cartésiennes du centre du cercle
dans le plan d'usinage ou
validez la dernière position programmée ou
Valider les coordonnées avec la touche "
VALIDATION DE LA
POSITION EFFECTIVE"
Programmer le centre du cercle : Appuyer sur la
touche SPEC FCT
Choisir la softkey FONCTIONS PROGRAMME
Choisir la softkey DIN/ISO
Choisir la softkey I ou J
Introduire les coordonnées du centre de cercle
ou, pour valider la dernière position programmée,
N'entrer
G29
Exemple de séquences CN
N50 I+25 J+25 *
ou
N10 G00 G40 X+25 Y+25 *
N20 G29 *
Les lignes de programme 10 et 20 ne font pas référence à la figure.
Validité
Le centre du cercle reste valable jusqu'à ce que vous programmiez
un nouveau centre de cercle.
Introduire le centre de cercle en incrémental
Une coordonnée indiquée en valeur incrémentale pour un centre
de cercle se rapporte toujours à la dernière position d'outil
programmée.
I et J vous permettent d'identifier une position
comme centre de cercle : l'outil ne se déplace pas à
cette position.
Le centre du cercle sert également de pôle pour les
coordonnées polaires.