Usinage de petits segments de contour : m97 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 361
Fonctions auxiliaires pour le comportement de contournage
10.4
10
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
361
10.4
Fonctions auxiliaires pour le
comportement de contournage
Usinage de petits segments de contour : M97
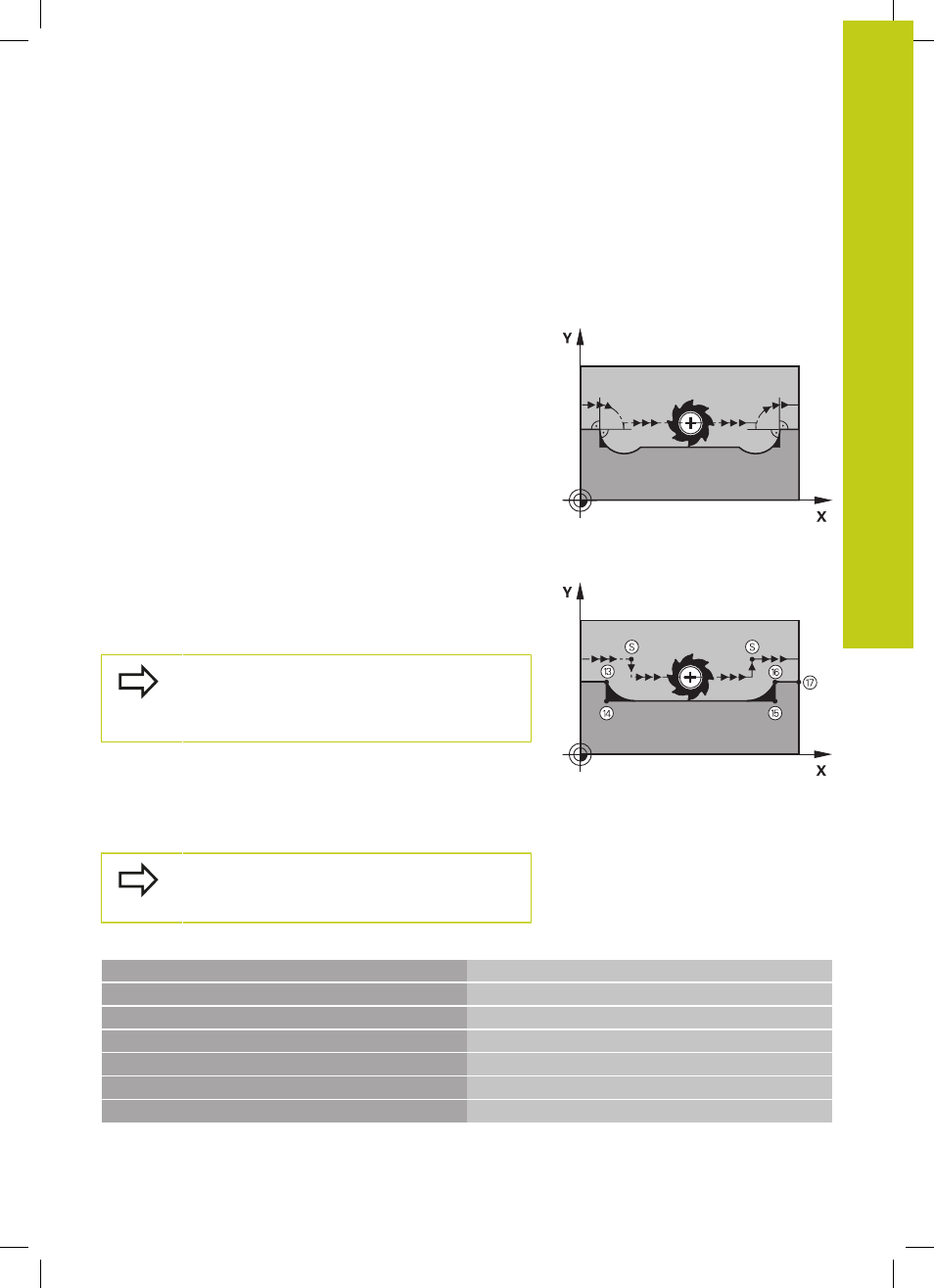
Comportement standard
Dans un angle externe, la TNC insère un cercle de transition.
En présence de très petits éléments, l'outil risquerait alors
d'endommager le contour
Dans ce cas là, la TNC interrompt l'exécution du programme et
délivre le message d'erreur „Rayon d'outil trop grand“.
Comportement avec M97
La TNC définit un point d'intersection des éléments du contour –
comme dans les angles internes – et déplace l'outil à ce point.
Programmez M97 dans la séquence de déplacement au sommet
de l'angle.
Au lieu de
M97, nous vous recommandons d'utiliser
la fonction
M120 LA, bien plus performante voir
"Précalculer le contour avec correction de rayon
(LOOK AHEAD) : M120 ", page 366!
Effet
M97 n’est active que dans la séquence où elle a été programmée.
L'angle du contour sera usiné de manière incomplète
avec M97. Vous devez éventuellement effectuer un
autre usinage à l'aide d'un outil plus petit.
Exemple de séquences CN
N50 G99 G01 ... R+20 *
Grand rayon d'outil
...
N130 X ... Y ... F ... M97 *
Accoster le point 13 du contour
N140 G91 Y-0,5 ... F ... *
Usiner les petits éléments de contour 13 et 14
N150 X+100 ... *
Accoster le point 15 du contour
N160 Y+0,5 ... F ... M97 *
Usiner les petits éléments de contour 15 et 16
N170 G90 X ... Y ... *
Accoster le point 17 du contour