Exemple : groupe de trous – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 290
Programmation : sous-programmes et répétitions de parties de
programme
8.6
Exemples de programmation
8
290
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
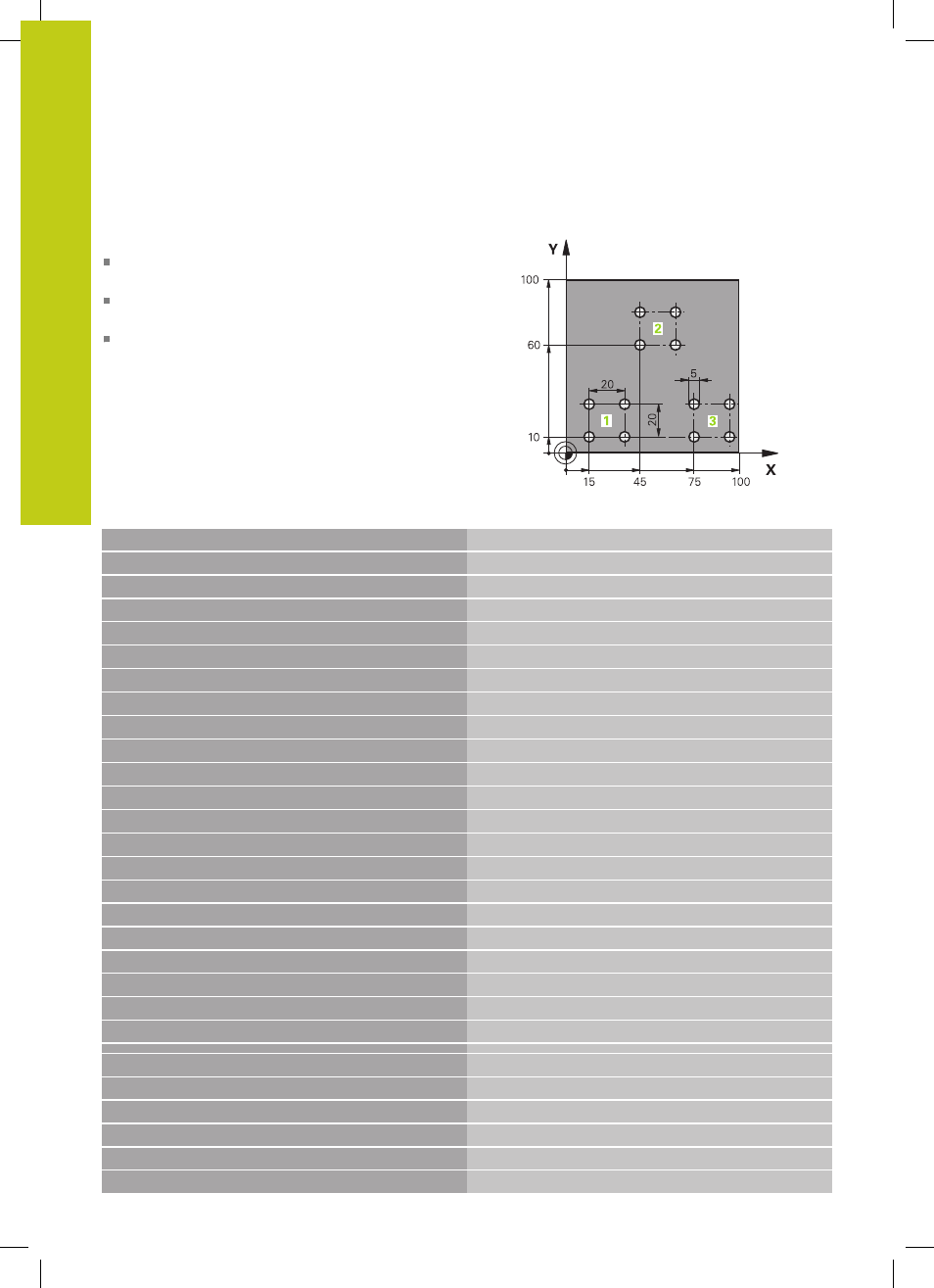
Exemple : groupe de trous
Déroulement du programme :
Aborder les groupes de trous dans le programme
principal
Appeler le groupe de perçage (sous-programme 1)
dans le programme principal
Ne programmer le groupe de trous qu'une seule fois
dans le sous-programme 1
%SP1 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S3500 *
Appel d'outil
N40 G00 G40 G90 Z+250 *
Dégager l'outil
N50 G200 PERCAGE
Définition du cycle Perçage
Q200=2
;DISTANCE D'APPROCHE
Q201=-30
;PROFONDEUR
Q206=300
;AVANCE PLONGEE PROF.
Q202=5
;PROFONDEUR DE PASSE
Q210=0
;TEMPO. EN HAUT
Q203=+0
;COORD. SURFACE PIECE
Q204=2
;SAUT DE BRIDE
Q211=0
;TEMPO. AU FOND
Q395=0
;REFERENCE PROFONDEUR
N60 X+15 Y+10 M3 *
Aborder le point initial du groupe de trous 1
N70 L1,0 *
Appeler le sous-programme du groupe de trous
N80 X+45 Y+60 *
Aborder le point initial du groupe de trous 2
N90 L1,0 *
Appeler le sous-programme du groupe de trous
N100 X+75 Y+10 *
Aborder le point initial du groupe de trous 3
N110 L1,0 *
Appeler le sous-programme du groupe de trous
N120 G00 Z+250 M2 *
Fin du programme principal
N130 G98 L1 *
Début du sous-programme 1 : groupe de trous
N140 G79 *
Appeler le cycle pour le trou 1
N150 G91 X+20 M99 *
Aborder le 2ème trou, appeler le cycle
N160 Y+20 M99 *
Aborder le 3ème trou, appeler le cycle
N170 X-20 G90 M99 *
Aborder le 4ème trou, appeler le cycle
N180 G98 L0 *
Fin du sous-programme 1