Contournage : coordonnées cartésiennes 6.4 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 223
Contournage : coordonnées cartésiennes
6.4
6
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
223
Droite en avance rapide G00 ou droite en avance F
G01
La TNC déplace l'outil sur une droite allant de sa position actuelle
jusqu'au point final de la droite. Le point de départ correspond au
point final de la séquence précédente.
Appuyer sur la touche
L pour ouvrir une séquence
de programme pour un déplacement linéaire.
Passez dans la zone de saisie des fonctions G avec
la touche Flèche gauche.
Sélectionner la softkey
G00 pour un déplacement
en avance rapide.
Les
coordonnées du point final de la droite au
besoin
Correction de rayon G40/G41/G42
Avance F
Fonction auxiliaire M
Déplacement en rapide
Une séquence de droite en rapide (séquence
G00) peut être
ouverte avec la touche
L :
Appuyer sur la touche
L pour ouvrir une séquence de
programme pour un déplacement linéaire.
Passez dans la zone de saisie des fonctions G avec la touche
Flèche gauche.
Sélectionner la softkey
G00 pour un déplacement en avance
rapide.
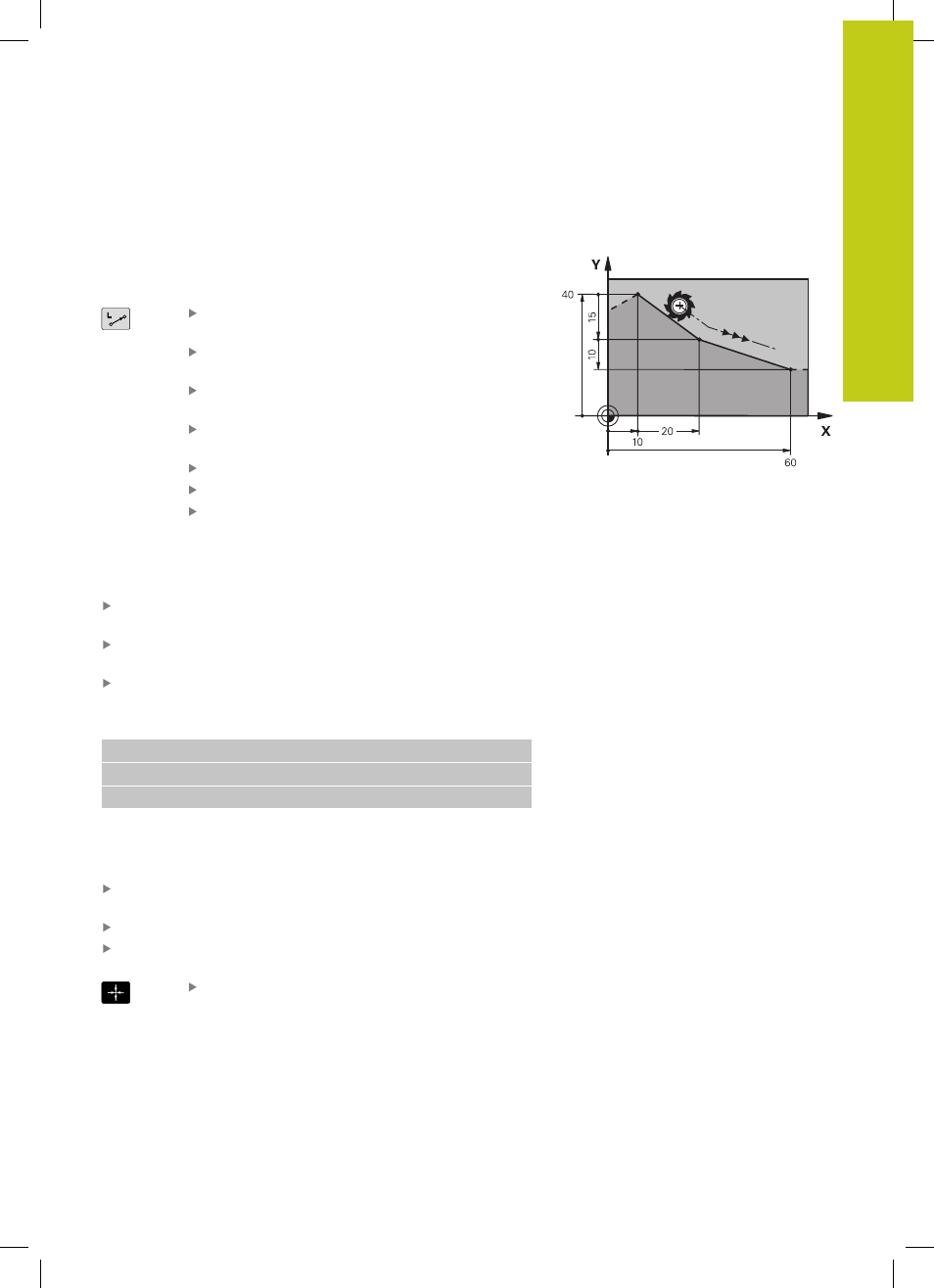
Exemple de séquences CN
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Valider la position effective
Vous pouvez également générer une séquence linéaire (séquence
G01) avec la touche "VALIDER POSITION EFFECTIVE" :
Déplacez l'outil en mode Manuel jusqu'à la position qui doit être
prise en compte
Commutez l'affichage de l'écran sur Programmation
Sélectionner la séquence de programme derrière laquelle doit
être insérée la séquence linéaire
Appuyer sur la touche "
VALIDER POSITION
EFFECTIVE" : la TNC génère une séquence linéaire
avec les coordonnées de la position effective