Fonctions présentes dans les cycles palpeurs – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 520
Mode manuel et réglages
15.7 Utiliser un palpeur 3D
15
520
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
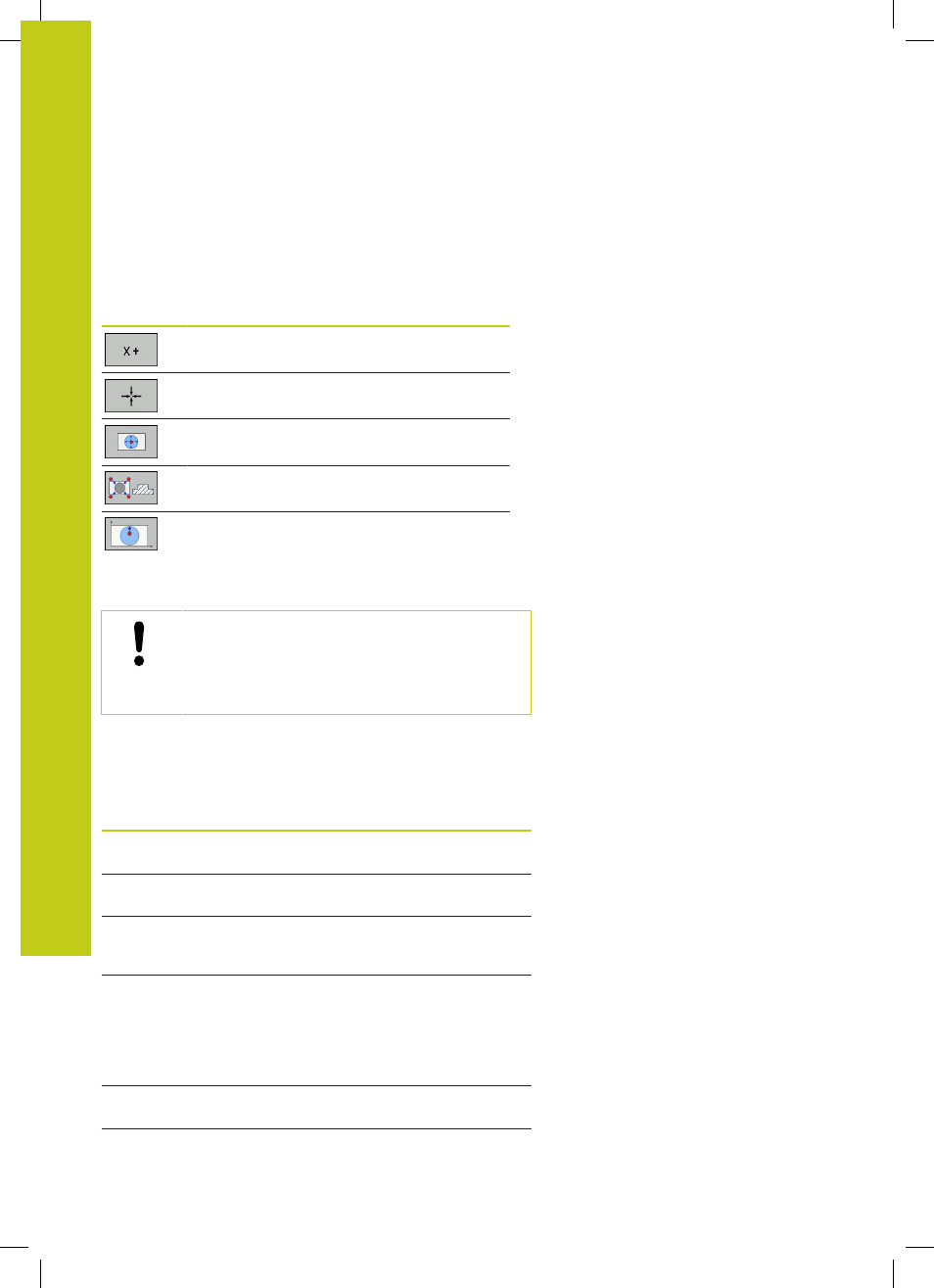
Fonctions présentes dans les cycles palpeurs
Dans les cycles palpeurs manuels sont affichées des softkeys avec
lesquelles vous pouvez sélectionner le sens de palpage ou une
routine de palpage. Les softkeys affichées dépendent de chaque
cycle :
Softkey
Fonction
Sélectionner le sens de palpage :
Valider la position actuelle
Palper automatiquement un trou (cercle
intérieur)
Palper automatiquement un tenon (cercle
extérieur)
Sélectionner un sens de palpage parallèle aux
axes pour le palpage automatique de trou de
perçage ou de tenon
Routine automatique de palpage de trou ou de tenon
Lorsque vous utilisez une fonction de palpage
automatique de cercle, la TNC positionne
automatiquement le palpeur aux positions de
palpage requises. Veillez à ce que les positions soit
accostées sans risque de collision.
Si vous utilisez une routine de palpage pour palper
automatiquement un trou ou un tenon, la TNC ouvre un formulaire
contenant les champs de saisie nécessaires.
Champs de saisie des formulaires
Mesure tenon et Mesure trou
Champ de saisie
Fonction
Diamètre tenon ? ou
Diamètre trou ?
Diamètre du plateau de palpage
(option pour de perçages)
Distance d'approche ?
Distance avec le plateau de palpage
dans le plan
Hauteur de sécurité
inc. ?
Positionnement du palpeur dans le
sens de la broche (en partant de la
position courante)
Angle initial ?
Angle pour la première opération de
palpage (0° = sens positif dans l'axe
principal, c.-à-d. X+ avec axe de
broche en Z). Les angles de palpage
suivants sont calculés à partir du
nombre des points de palpage.
Nombre de pts de
palpage ?
Nombre d'opérations de palpage
(3-8)
Angle d'ouverture ?
Palper un cercle entier (360°)
ou un segment de cercle (angle
d'ouverture < 360°)