Approche et sortie tangentielle, Aborder et quitter le contour 6.3 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 213
Aborder et quitter le contour
6.3
6
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
213
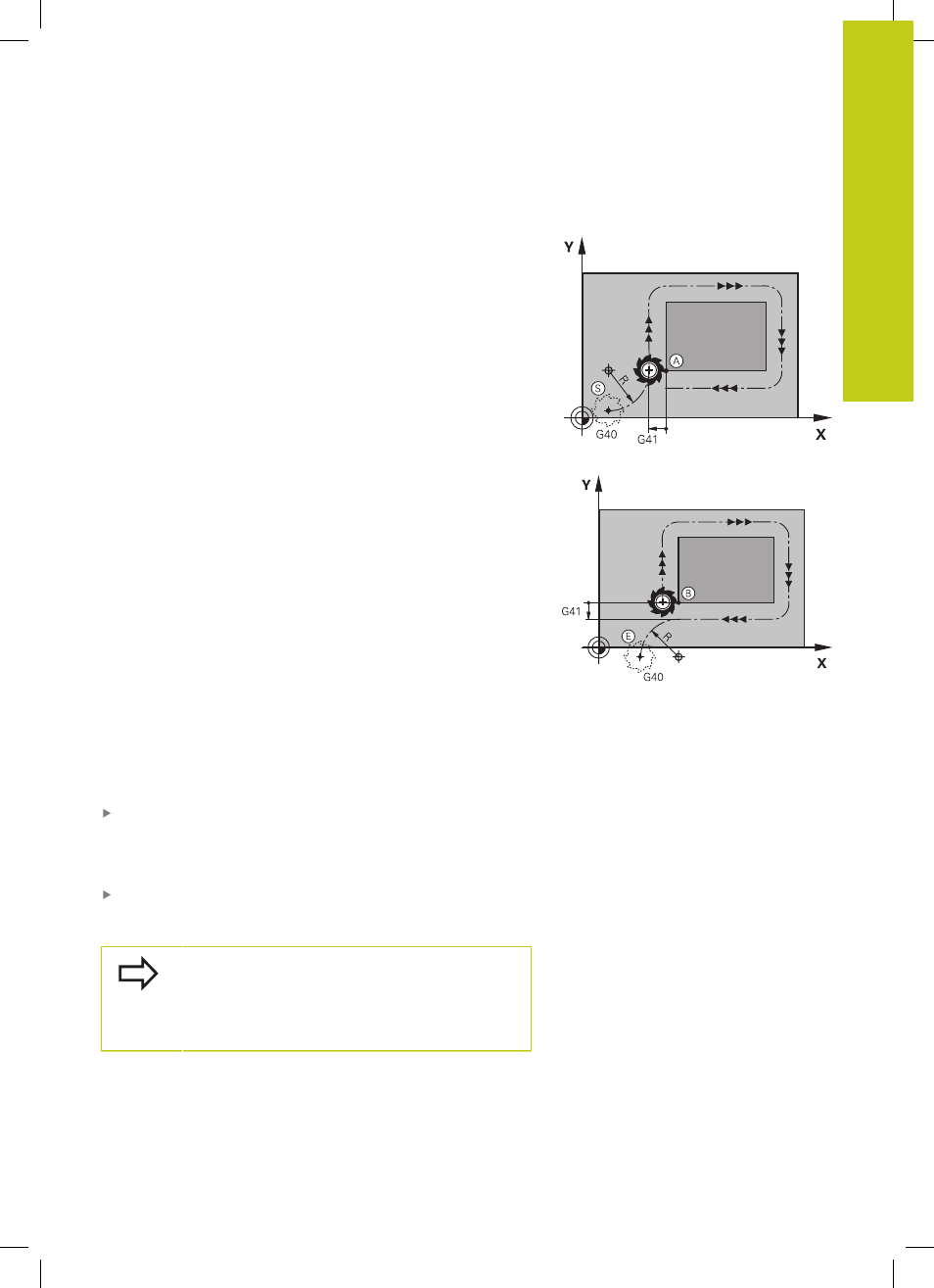
Approche et sortie tangentielle
Avec
G26 (fig. de droite, au centre), vous pouvez accoster la
pièce de manière tangentielle. Vous pouvez la quitter de manière
tangentielle avec
G27 (fig. en bas, à droite). Cela permet d'éviter de
marquer la pièce.
Point initial et point final
Le point initial et le point final sont proches respectivement du
premier et du dernier point du contour, à l'extérieur de la pièce. A
programmer sans correction de rayon.
Approche
Introduire
G26 après la séquence où a été programmé le
premier point du contour : c'est la première séquence avec
correction de rayon
G41/G42
Sortie
Introduire
G27 après la séquence où a été programmé le dernier
point du contour : c'est la dernière séquence avec correction de
rayon
G41/G42
Dans
G26 et G27, programmez le rayon de telle sorte
que la trajectoire circulaire puisse être exécutée
entre le point initial et le premier point du contour
ainsi qu'entre le dernier point du contour et le point
final.