Compensation du rayon de la dent crd – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 477
Les outils du mode Tournage (option 50) 14.4
14
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
477
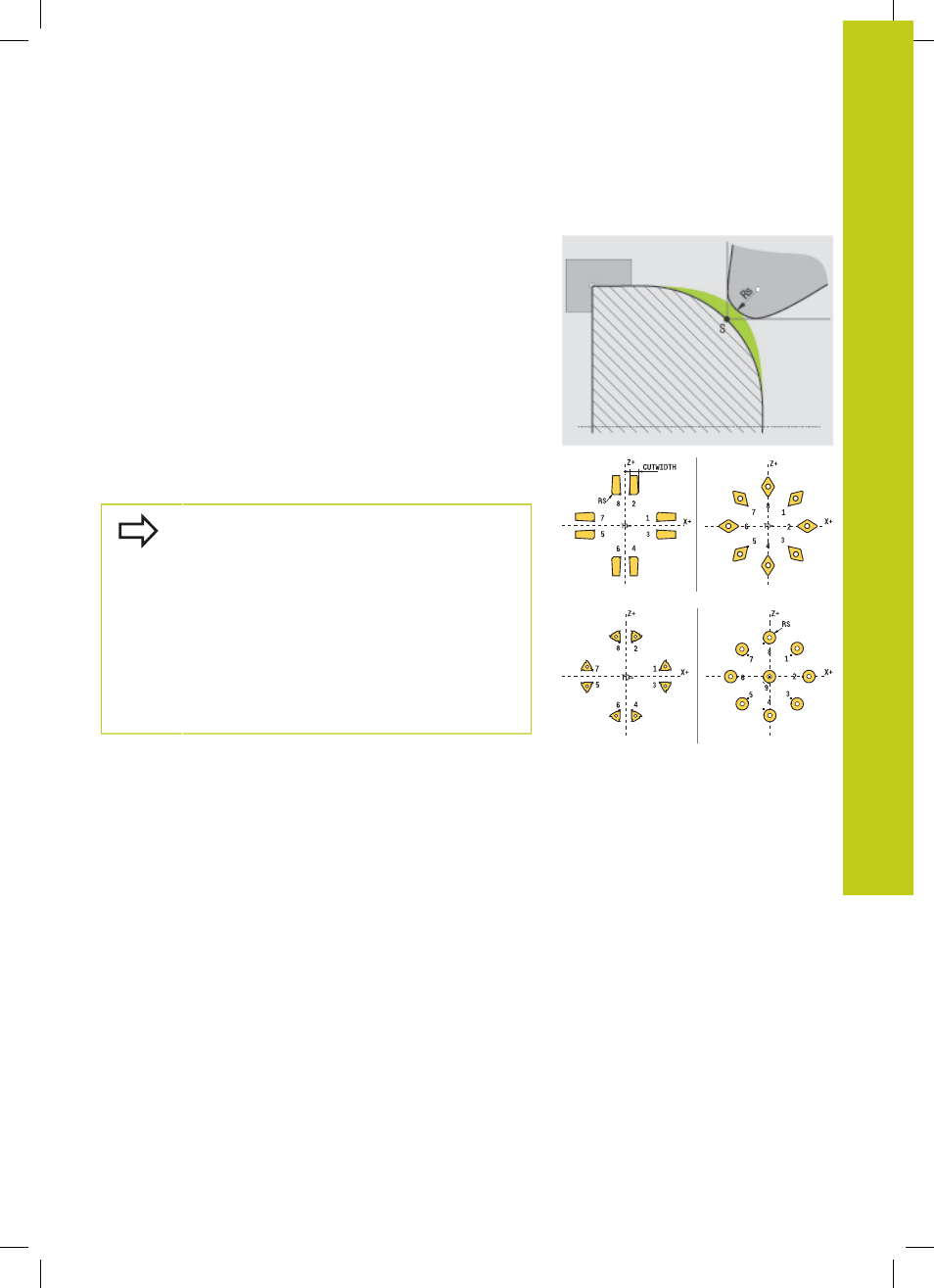
Compensation du rayon de la dent CRD
Les outils de tournage possèdent un rayon à l'extrémité de la dent
de l'outil (
RS). Il en résulte des défauts de forme lors d'usinage
de sphères, de chanfreins et de rayons, car les déplacements
programmés se réfèrent principalement à la pointe théorique S de
la dent (voir figure en haut à droite). La correction CRD évite ainsi
les erreurs qui pourraient apparaître.
La TNC applique automatiquement la correction de rayon de la dent
dans les cycles de tournage. Dans les différentes séquences de
déplacement et dans les contours programmés, activez la CRD
avec
G41 ouG42.
Dans les cycles de tournage, la TNC vérifie la géométrie de la dent
à l'aide de l'angle de pointe
P-ANGLE et de l'angle d'attaque T-
ANGLE. Des éléments de contour dans un cycle sont usinés par la
TNC autant que faire se peut avec l'outil utilisé. La TNC affiche un
message quand il reste de la matière résiduelle.
Le sens de la correction du rayon d'outil n'est
pas explicite avec une position neutre de la dent
(
TO=2;4;6;8). Dans ces cas, la CRD n'est possible
que dans les cycles.
La TNC peut également appliquer la correction de
rayon de la dent lors d'un usinage incliné. La limite
suivante s'applique alors : si vous activez l'usinage
incliné avec la fonction M128, la correction du
rayon de la dent sans cycle, autrement dit dans des
séquences de déplacement avec
G41/G42, n'est pas
possible. Si vous activez l'usinage incliné avec
M144,
cette restriction ne s'applique pas.