Origine des coordonnées polaires : pôle i, j, En avance rapide g10 ou droite en avance f g11, Contournage : coordonnées polaires 6.5 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 235
Contournage : coordonnées polaires
6.5
6
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
235
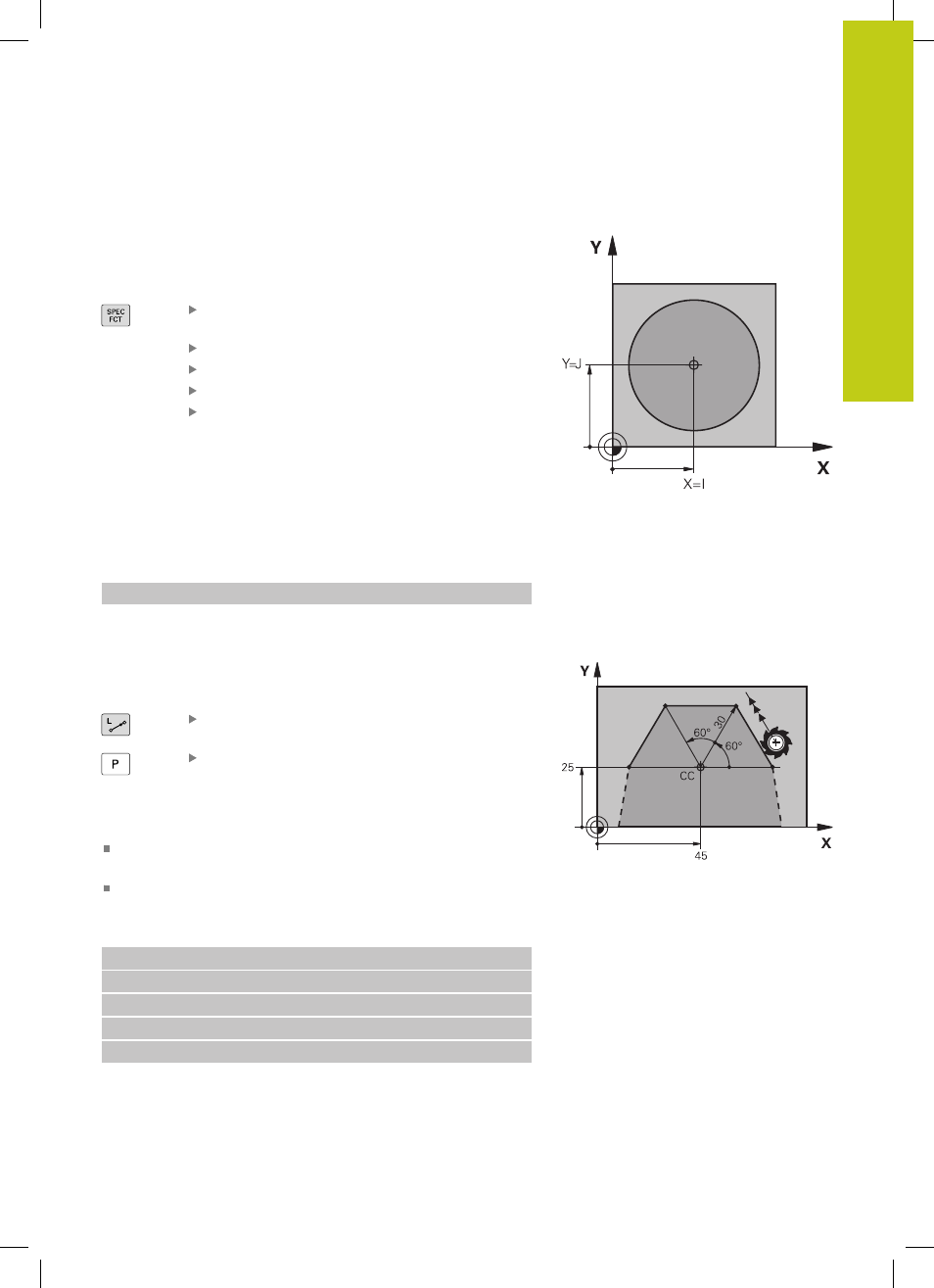
Origine des coordonnées polaires : pôle I, J
Avant d'indiquer les positions en coordonnées polaires, vous
pouvez définir le pôle (I,J) à un emplacement de votre choix dans
le programme d'usinage. Pour définir le pôle, procédez de la même
manière que pour la programmation du centre de cercle.
Programmer le pôle : appuyer sur la touche SPEC
FCT
Choisir la softkey FONCTIONS PROGRAMME
Choisir la softkey DIN/ISO
Choisir la softkey I ou J
Coordonnées : introduire les coordonnées
cartésiennes du pôle ou introduire
G29 pour
valider la dernière position programmée Définir
le pôle avant de programmer les coordonnées
polaires. Ne programmer le pôle qu'en
coordonnées cartésiennes. Le pôle reste valable
jusqu'à ce que vous programmiez un nouveau
pôle.
Exemple de séquences CN
N120 I+45 J+45 *
en avance rapide G10 ou droite en avance F G11
L'outil se déplace sur une droite allant de sa position actuelle
jusqu'au point final de la droite. Le point de départ correspond au
point final de la séquence précédente.
Rayon polaire R : Introduire la distance entre le
point final de la droite et le pôle CC
Angle polaire H : position angulaire du point final
de la droite comprise entre –360° et +360°
Le signe de
H est déterminé par rapport à l'axe de référence
angulaire :
Angle compris entre l'axe de référence angulaire et
R, sens anti-
horaire :
H>0
Angle compris entre l'axe de référence angulaire et
R, sens
horaire :
H<0
Exemple de séquences CN
N120 I+45 J+45 *
N130 G11 G42 R+30 H+0 F300 M3 *
N140 H+60 *
N150 G91 H+60 *
N160 G90 H+180 *