Application, mode opératoire, Incliner le plan d'usinage (option de logiciel 1) – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 514
Mode manuel et réglages
15.10 Incliner le plan d'usinage
(option de logiciel 1)
15
514
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
15.10
Incliner le plan d'usinage
(option de logiciel 1)
Application, mode opératoire
Les fonctions d'inclinaison du plan d'usinage
sont adaptées à la machine et à la TNC par le
constructeur. Sur certaines têtes pivotantes (tables
pivotantes), le constructeur de la machine définit si
les angles programmés dans le cycle doivent être
interprétés par la TNC comme coordonnées des axes
rotatifs ou comme composantes angulaires d'un plan
incliné. Consultez le manuel de votre machine !
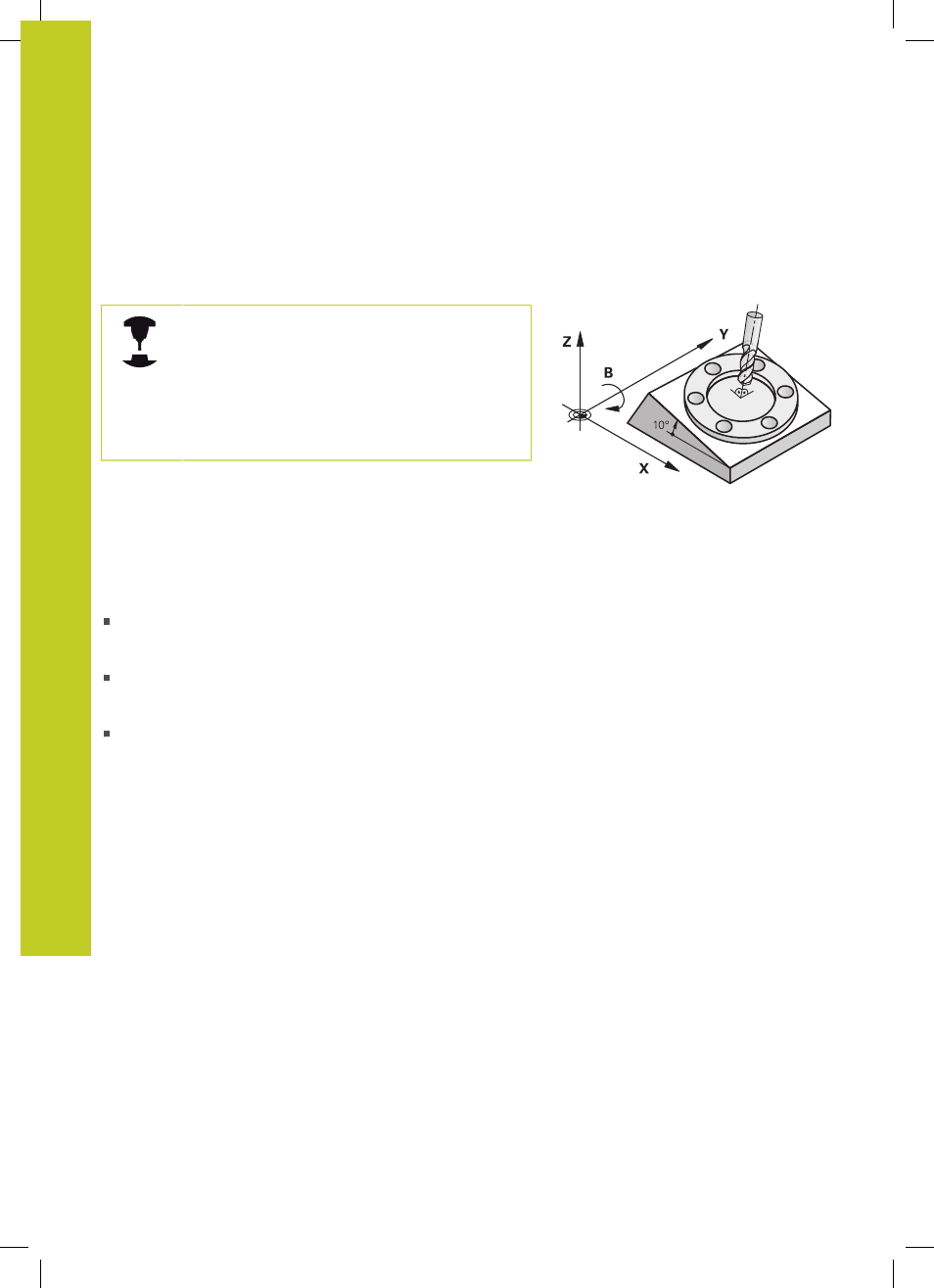
La TNC gère l'inclinaison de plans d'usinage sur des machines
équipées de têtes pivotantes ou de tables pivotantes. Cas
d'applications classiques : perçages obliques ou contours dans
un plan incliné dans l'espace. Le plan d’usinage est alors toujours
incliné autour du point zéro actif. L'usinage est programmé
normalement dans un plan principal (ex. plan X/Y), il est toutefois
exécuté dans le plan incliné par rapport au plan principal.
Il existe trois fonctions pour l'inclinaison du plan d'usinage :
Inclinaison manuelle à l'aide de la softkey
3D ROT en modes
Manuel et Manivelle électronique, voir "Activer l'inclinaison
manuelle", Page 517
Inclinaison programmée, cycle 19
G80 dans le programme
d'usinage (voir Manuel d'utilisation des cycles, cycle 19 PLAN
D'USINAGE)
Inclinaison programmée, fonction
PLANE dans le programme
d'usinage voir "La fonction PLANE : Inclinaison du plan
d'usinage (option de logiciel 1)", Page 391
Les fonctions TNC pour l'„inclinaison du plan d'usinage“ sont
des transformations de coordonnées. Ainsi le plan d'usinage est
toujours perpendiculaire à la direction de l'axe d'outil.