HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 335
Fonctions auxiliaires pour indiquer les coordonnées
10.3
10
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
335
Comportement avec M92 – Point de référence machine
En plus du point zéro machine, le constructeur de la
machine peut définir une autre position machine fixe
(par rapport au zéro machine).
Le constructeur de la machine définit, pour chaque
axe, la distance entre le point de référence machine
et le point zéro machine. Consultez le manuel de
votre machine !
Si les coordonnées des séquences de positionnement doivent se
référer au point de référence machine, introduisez alors M92 dans
ces séquences.
La TNC exécute également les corrections de rayon
avec M91 et M92. Toutefois, dans ce cas, la longueur
d'outil n'est
pas
prise en compte.
Effet
M91 et M92 ne sont actives que dans les séquences de
programme où elles sont programmées.
M91 et M92 sont actives en début de séquence.
Point d'origine pièce
Si les coordonnées doivent toujours se référer au point zéro
machine, il est possible de bloquer l'initialisation du point d'origine
d'un ou plusieurs axes.
Si la définition du point d'origine est verrouillée pour tous les axes,
la TNC n'affiche alors plus la softkey INITIAL. POINT D'ORIGINE en
mode
Manuel.
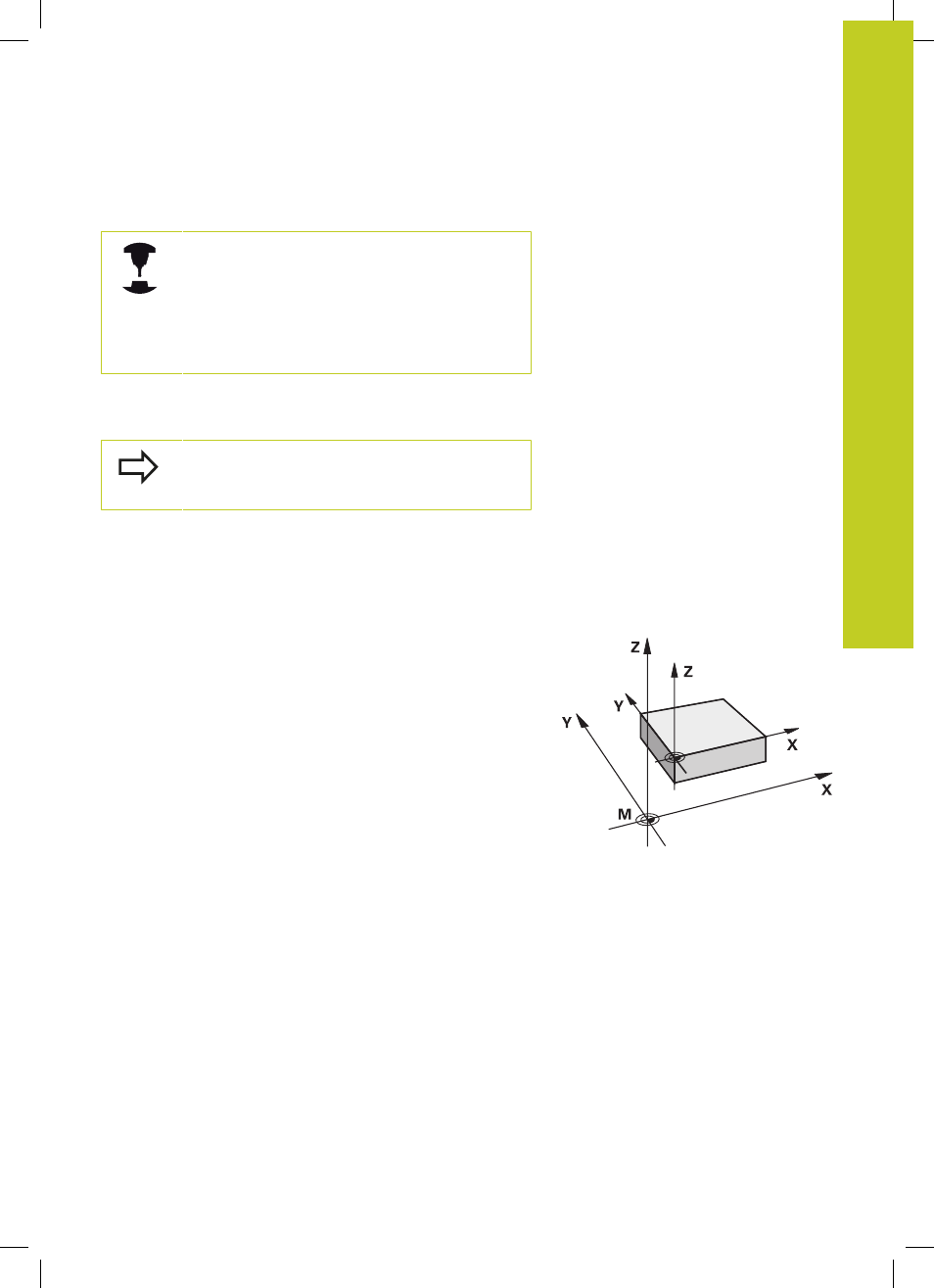
La figure montre les systèmes de coordonnées avec le point zéro
machine et le point zéro pièce.
M91/M92 en mode Test de programme
Pour pouvoir également simuler graphiquement les déplacements
de M91/M92, vous devez activer la surveillance de la zone
d'usinage et faire s'afficher la pièce brute par rapport au point
d'origine, voir "Représenter la pièce brute dans la zone d'usinage ",
Page 537.