Introduction – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 501
Compenser le désalignement d'une pièce avec un palpeur 3D
15.8
15
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
501
15.8
Compenser le désalignement d'une
pièce avec un palpeur 3D
Introduction
HEIDENHAIN ne garantit le fonctionnement
correct des cycles de palpage qu'avec les palpeurs
HEIDENHAIN.
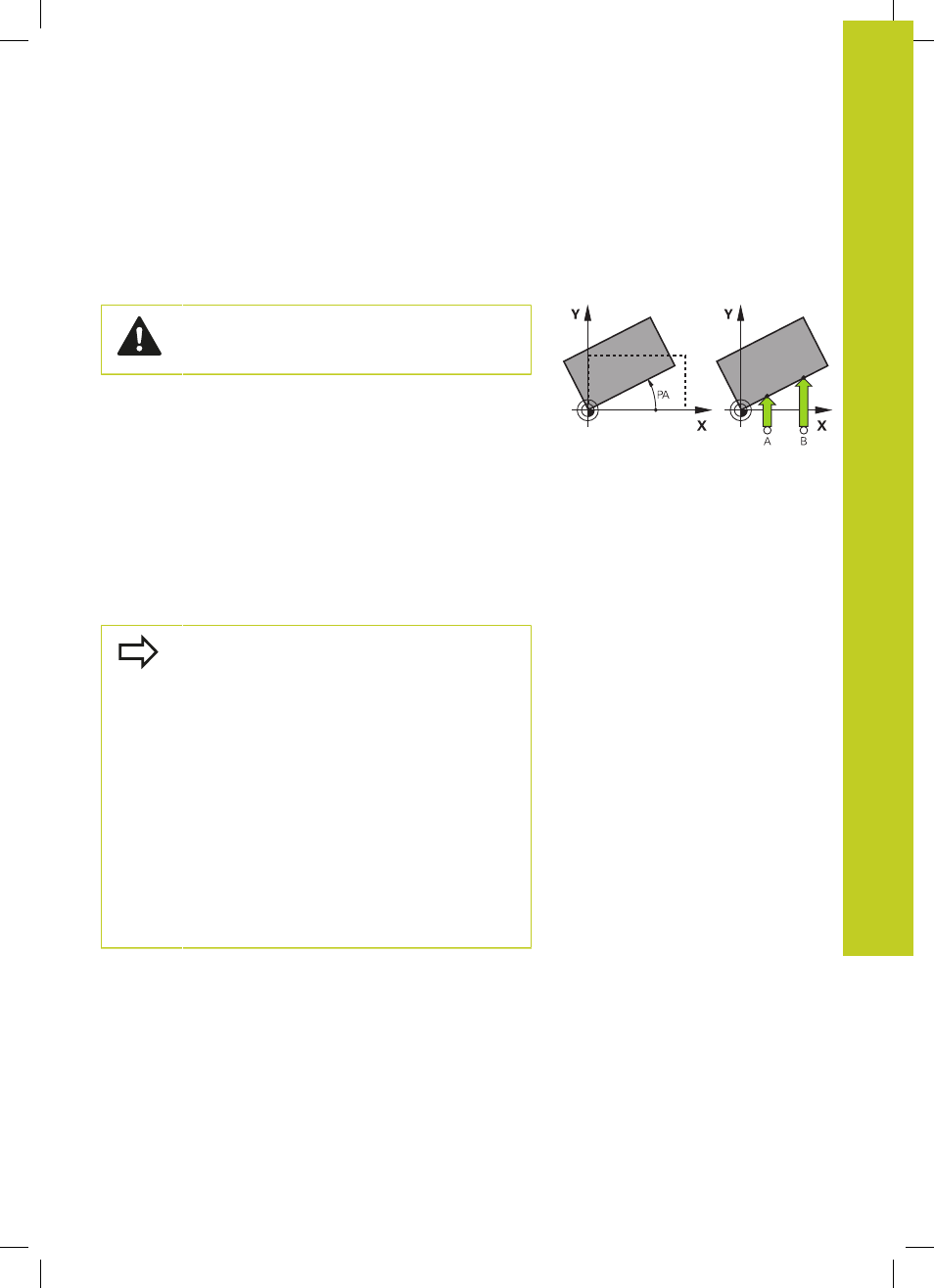
La TNC peut compenser un désalignement de la pièce au moyen
d'une „rotation de base“.
Pour cela, la TNC initialise l'angle de rotation avec la valeur d'un
angle que forme une face de la pièce avec l'axe de référence
angulaire du plan. Voir figure de droite.
La TNC mémorise la rotation de base en fonction de l'axe d'outil
dans les colonnes SPA, SPB ou SPC du tableau Preset.
Pour définir la rotation de base, palpez deux points sur un côté
de votre pièce. L'ordre chronologique de palpage des points
n'influence en rien la valeur de l'angle calculée. L'angle déterminé
est compris entre le premier et le deuxième point de palpage.
Vous pouvez aussi définir la rotation de base à partir de trous ou de
tenons
Pour mesurer le désalignement de la pièce,
sélectionner le sens de palpage de manière à ce qu'il
soit toujours perpendiculaire à l'axe de référence
angulaire.
Pour que la rotation de base soit correctement
calculée lors de l'exécution du programme, vous
devez programmer les deux coordonnées du
plan d'usinage dans la première séquence du
déplacement.
Vous pouvez aussi utiliser une rotation de base
en combinaison avec la fonction PLANE. Dans ce
cas, activez d'abord la rotation de base, ensuite la
fonction PLANE.
Vous pouvez aussi activer une rotation de base sans
palper la pièce. Pour cela, introduisez une valeur dans
le menu Rotation de base et appuyez sur la softkey
Initialiser rotation de base.