HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 196
Programmation : outils
5.3
Correction d'outil
5
196
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
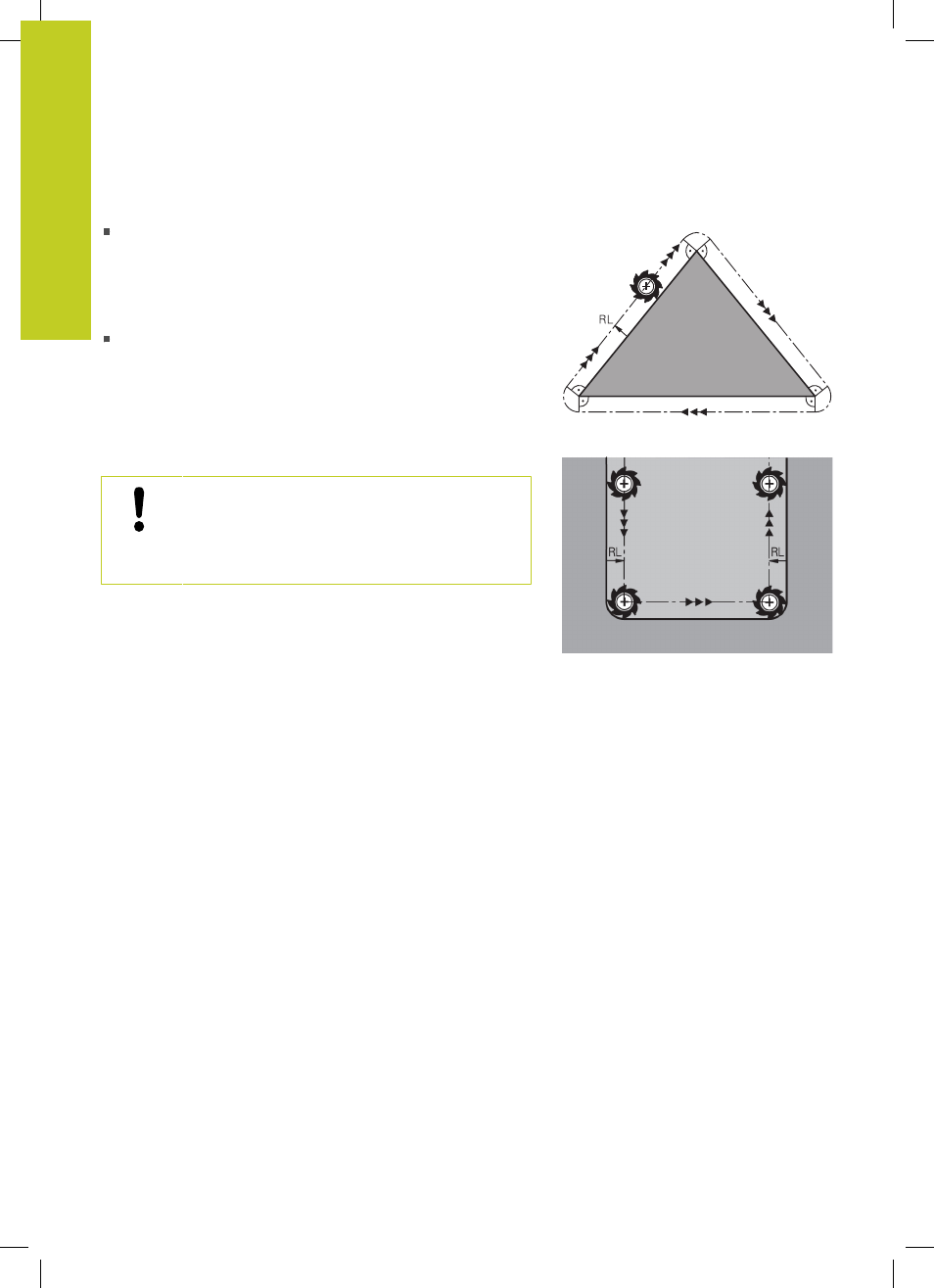
Correction de rayon : Usinage des coins
Coins externes :
si vous avez programmé une correction de rayon, la TNC
déplace l'outil aux coins externes en suivant un cercle de
transition. Si nécessaire, la TNC réduit l'avance dans les angles
externes, par exemple lors d'importants changements de
direction.
Coins internes :
aux coins internes, TNC calcule le point d'intersection des
trajectoires sur lesquelles le centre de l'outil se déplace avec
correction du rayon. En partant de ce point, l'outil se déplace
le long de l'élément de contour suivant. Ainsi la pièce n'est
pas endommagée dans les angles internes. Par conséquent, le
rayon d'outil ne peut pas avoir n'importe quelle dimension pour
un contour donné.
Attention, risque de collision!
Lors de l’usinage dans les angles internes, ne
définissez pas le point initial ou le point final au point
d'intersection du contour car celui-ci pourrait être
endommagé.