Aborder et quitter le contour 6.3 – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 207
Aborder et quitter le contour
6.3
6
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
207
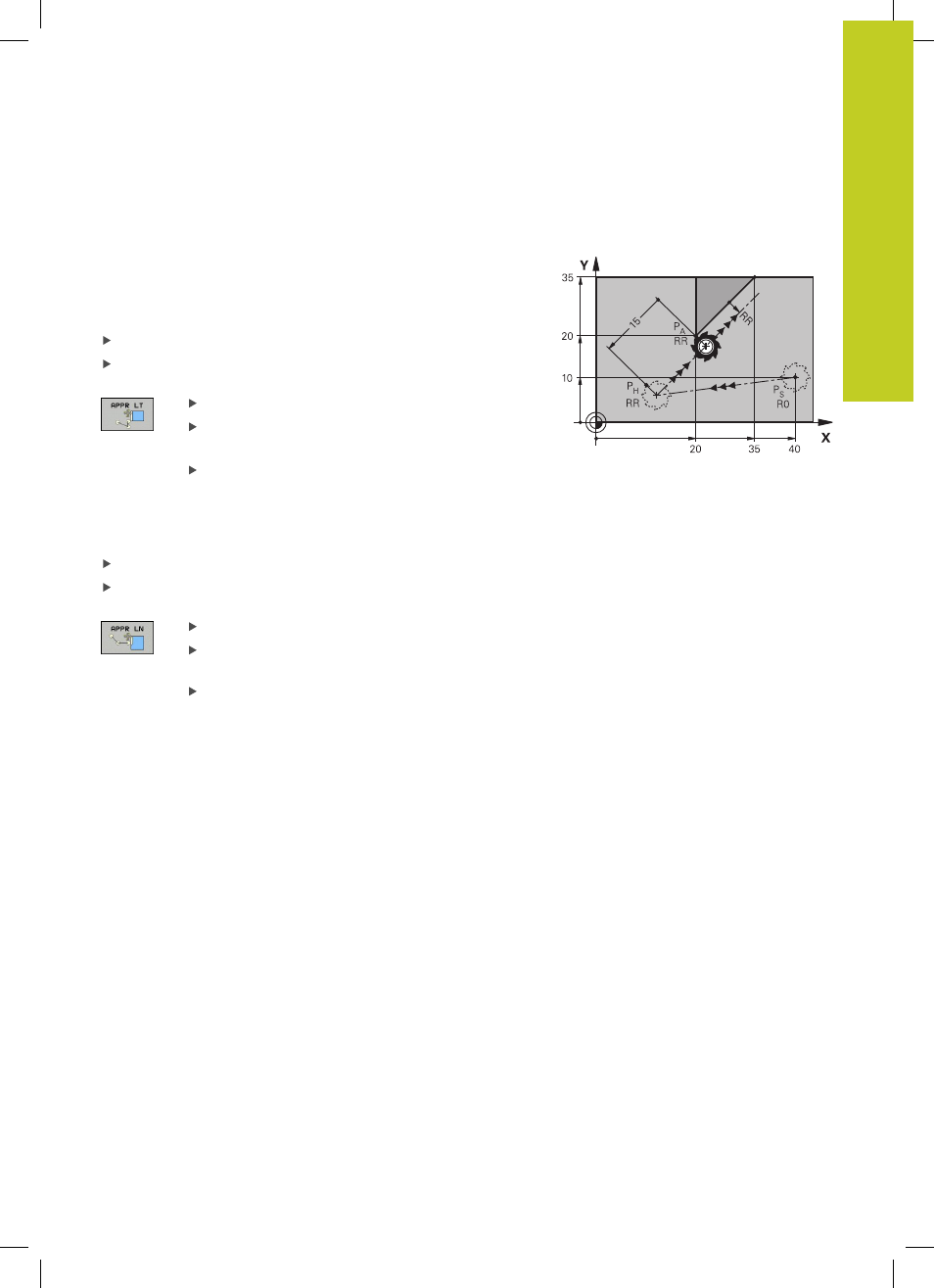
Approche par une droite avec raccordement
tangentiel :
APPR LT
La TNC guide l'outil sur une droite allant du point initial P
S
jusqu'à
un point auxiliaire P
H
. De cette position, l'outil accoste le premier
point du contour P
A
sur une droite tangentielle. Le point auxiliaire
P
H
est à une distance
LEN du premier point du contour P
A
.
Fonction de contournage au choix: Aborder le point initial P
S
Ouvrir le dialogue avec la touche
APPR/DEP et la softkey APPR
LT :
Coordonnées du premier point du contour P
A
LEN: Distance entre le point auxiliaire P
H
et le
premier point du contour P
A
Correction de rayon
G41/G42 pour l'usinage
Approche par une droite perpendiculaire au premier
point du contour :
APPR LN
Fonction de contournage au choix: Aborder le point initial P
S
Ouvrir le dialogue avec la touche
APPR/DEP et la softkey APPR
LN :
Coordonnées du premier point du contour P
A
Longueur: Ecart par rapport au point auxiliaire P
H
.
Introduire
LEN toujours en positif!
Correction de rayon
G41/G42 pour l'usinage