Contournage : coordonnées polaires 6.5 – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 227
Contournage : coordonnées polaires
6.5
6
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
227
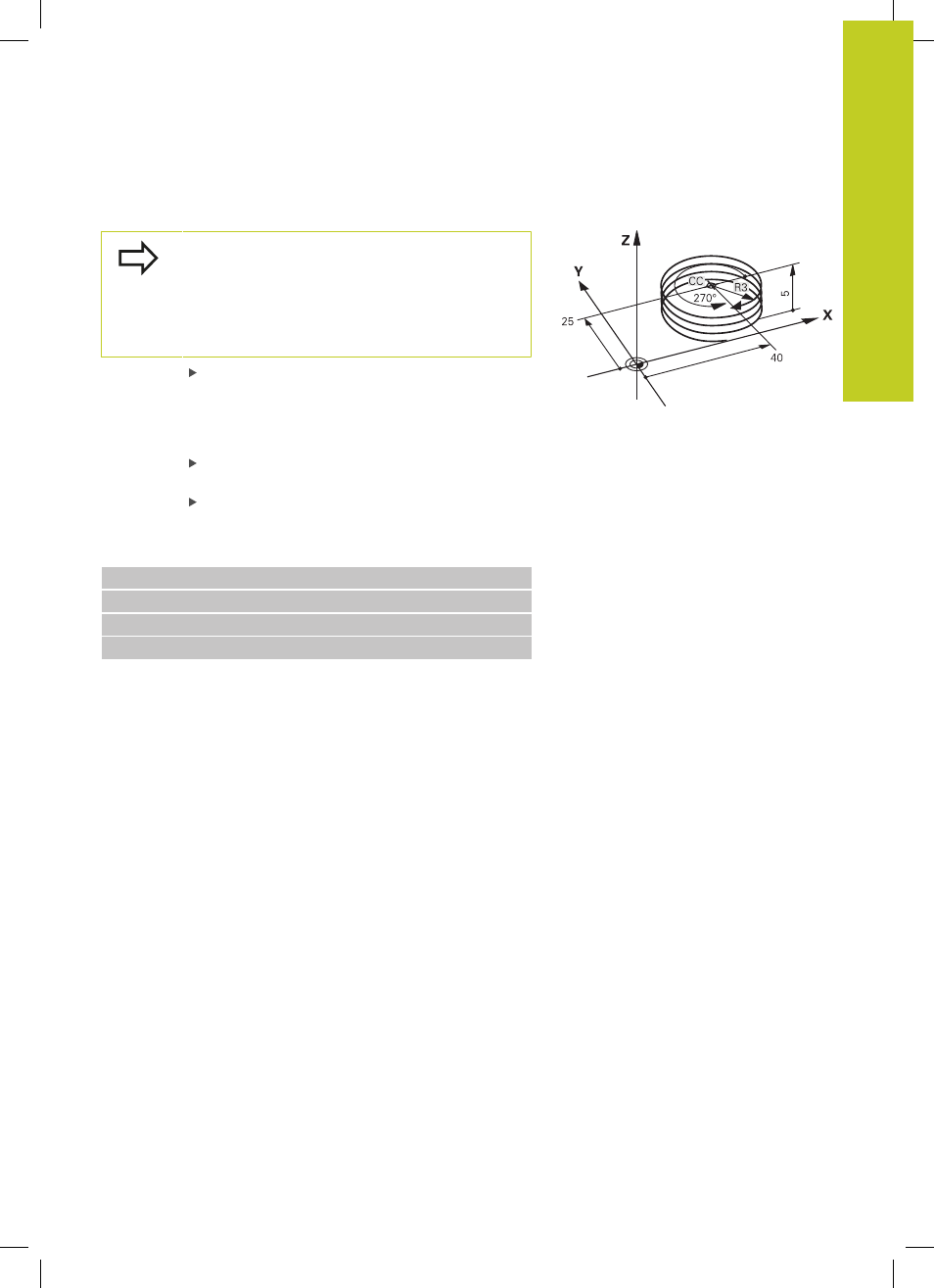
Programmer une trajectoire hélicoïdale
Introduisez le sens de rotation et l'angle total
incrémental
G91 H avec le même signe ; dans le
cas contraire, l'outil pourrait se déplacer sur une
trajectoire incorrecte.
Pour l'angle total
G91 H, une valeur comprise entre
-99 999,9999° et +99 999,9999° est possible.
Angle des coordonnées polaires : Entrer l'angle
incrémental total que l'outil parcourt sur la
trajectoire hélicoïdale.
Après avoir saisi l'angle,
sélectionner l'axe d'outil avec une touche de
sélection d'axe.
Entrer la
coordonnée de la hauteur de la
trajectoire hélicoïdale.
Entrer la
correction de rayon conformément au
tableau
Exemple de séquences CN : filetage M6 x 1 mm avec 5 filets
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H-1800 Z+5 *