Exemple : hélice, Contournage : coordonnées polaires 6.5 – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 229
Advertising
Contournage : coordonnées polaires
6.5
6
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
229
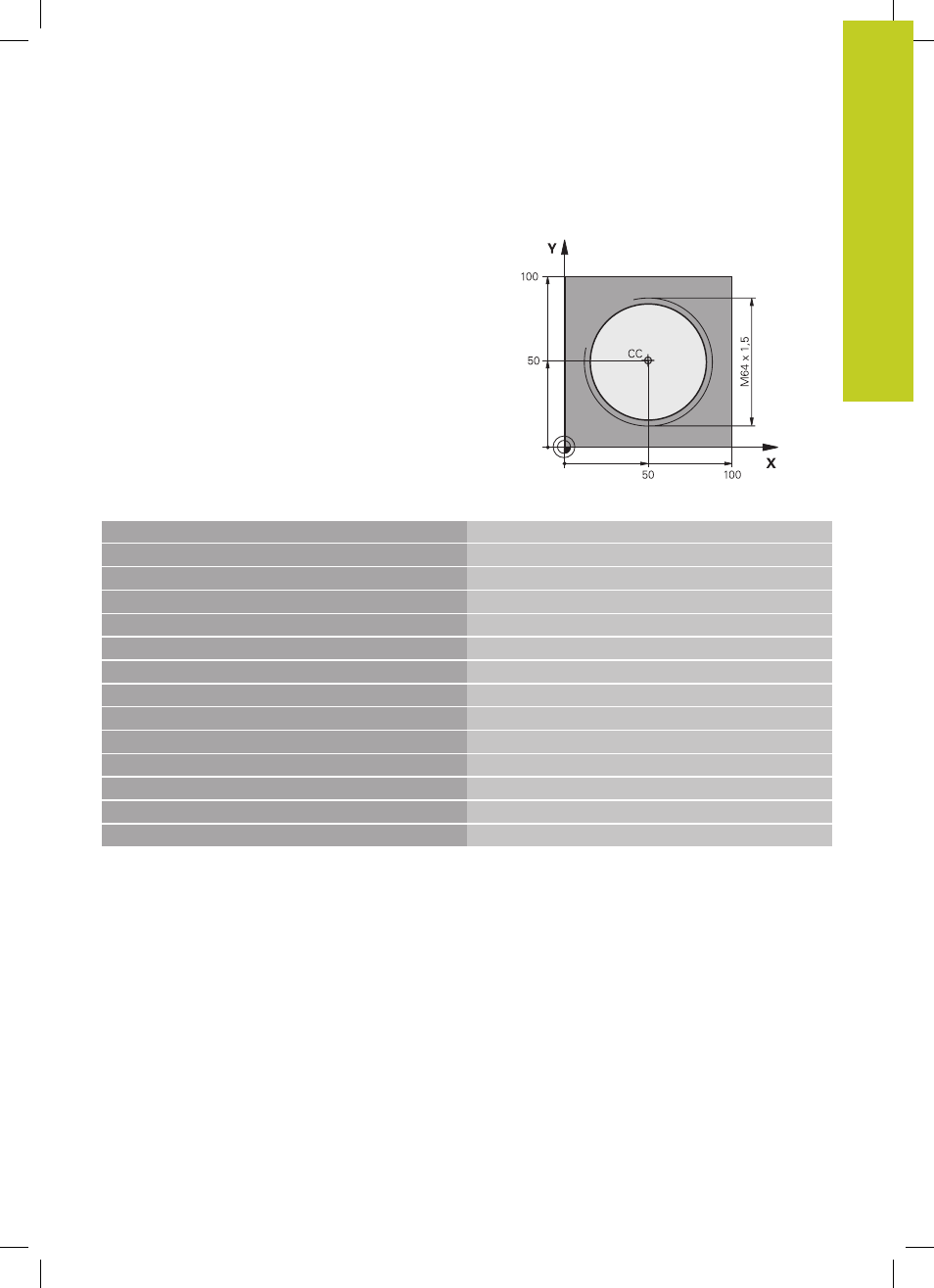
Exemple : hélice
%HÉLICE G71*
N10 G30 G17 X+0 Y+0 Z-20 *
Définition de la pièce brute
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S1400 *
Appel d'outil
N40 G00 G40 G90 Z+250 *
Dégager l'outil
N50 X+50 Y+50 *
Prépositionner l’outil
N60 G29 *
Valider la dernière position programmée comme pôle
N70 G01 Z-12,75 F1000 M3 *
Aller à la profondeur d’usinage
N80 G11 G41 R+32 H+180 F250 *
Aborder le premier point du contour
N90 G26 R2 *
Raccordement tangentiel
N100 G13 G91 H+3240 Z+13,5 F200 *
Usiner l'hélice
N110 G27 R2 F500 *
Sortie tangentielle
N120 G01 G40 G90 X+50 Y+50 F1000 *
Dégager l'outil, fin du programme
N130 G00 Z+250 M2 *
Advertising