HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 508
Mode manuel et réglages
15.9 Définition du point d'origine avec palpeur 3D
15
508
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
Initialiser le point d'origine au point d'intersection de plusieurs
trous :
Prépositionner le palpeur approximativement au
centre du trou
Le trou doit être palpé automatiquement : à définir
par softkey
Palper : Appuyer sur la touche START externe. Le
palpeur palpe automatiquement le cercle
Répéter l'opération pour les éléments suivants
Terminer l'opération de palpage, passer au menu
Exploitation : Appuyer sur la softkey
EXPLOITER.
Point d'origine : Entrer les deux coordonnées du
centre du cercle dans la fenêtre de menu et valider
avec la softkey
initial. point de référence ou
inscrire les valeurs dans un tableau (voir "Inscrire
les valeurs de mesure à partir des cycles palpeurs
dans le tableau de points zéro", Page 494, ou voir
"Inscrire les valeurs de mesure des cycles palpeurs
dans le tableau Preset", Page 495)
Terminer la fonction de palpage : Appuyer sur la
softkey
FIN.
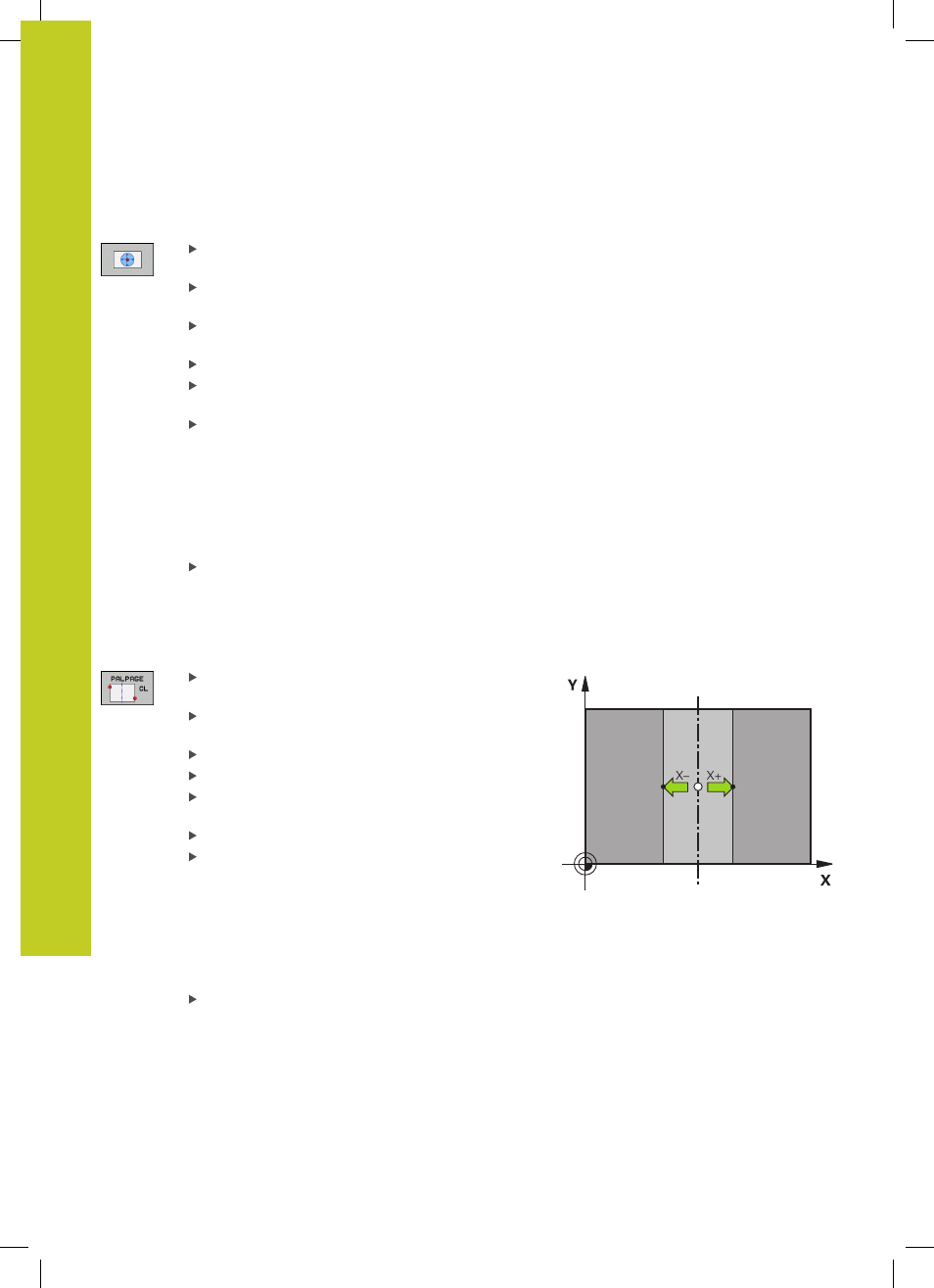
Initialisation de la ligne médiane comme point
d'origine
Sélectionner une fonction de palpage : Appuyer
sur la softkey
PALPAGE CL
Positionner le palpeur à proximité du premier point
de palpage
Sélectionner le sens de palpage par softkey
Palper : Appuyer sur la touche Start CN :
Positionner le palpeur à proximité du deuxième
point de palpage
Palper : Appuyer sur la touche Start CN :
Point d'origine : Entrer la coordonnée du point
d'origine dans la fenêtre de menu et valider avec
la softkey
initial. point d'origine ou inscrire la
valeur dans un tableau (voir "Inscrire les valeurs
de mesure à partir des cycles palpeurs dans le
tableau de points zéro", Page 494, ou voir "Inscrire
les valeurs de mesure des cycles palpeurs dans le
tableau Preset", Page 495.
Quitter la fonction de palpage : Appuyer sur la
touche
END.