Aborder et quitter le contour 6.3 – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 203
Aborder et quitter le contour
6.3
6
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
203
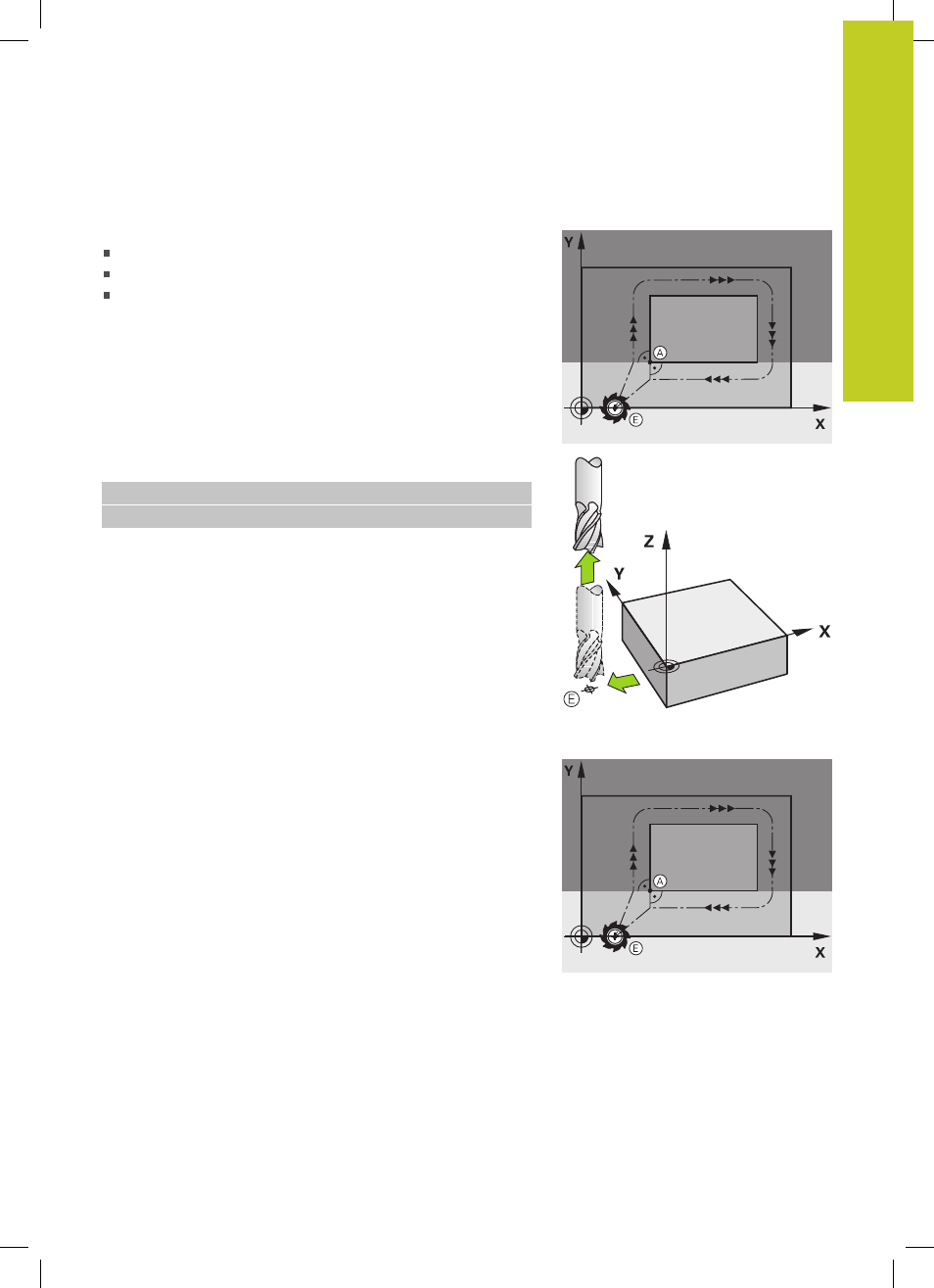
Point final
Conditions requises pour le choix du point final :
Abordable sans risque de collision
le point doit être proche du dernier point du contour
Pour éviter d'endommager le contour : pour l'usinage du dernier
élément de contour, le point final optimal doit être situé dans le
prolongement de la trajectoire.
Figure en haut à droite :
si vous définissez le point final dans la zone gris foncé, le contour
sera endommagé lors de l'approche du point final.
Quitter le point final dans l'axe de broche :
Pour quitter le point final, programmez séparément l'axe de broche.
voir figure de droite, au centre.
Séquences CN
N50 G00 G40 X+60 Y+70 *
N60 Z+250 *
Point initial et point final identiques
Si le point initial et le point final sont identiques, ne programmez
pas de correction de rayon.
Eviter tout dommage au contour : pour l'usinage du premier et du
dernier élément du contour, le point initial optimal doit être situé
entre les prolongements des trajectoires d'outil.
Figure en haut à droite :
si vous définissez le point final dans la zone hachurée, le contour
sera endommagé lors de l'approche du premier point de contour.