HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 200
Programmation : programmer les contours
6.2
Principes de base des fonctions de contournage
6
200
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
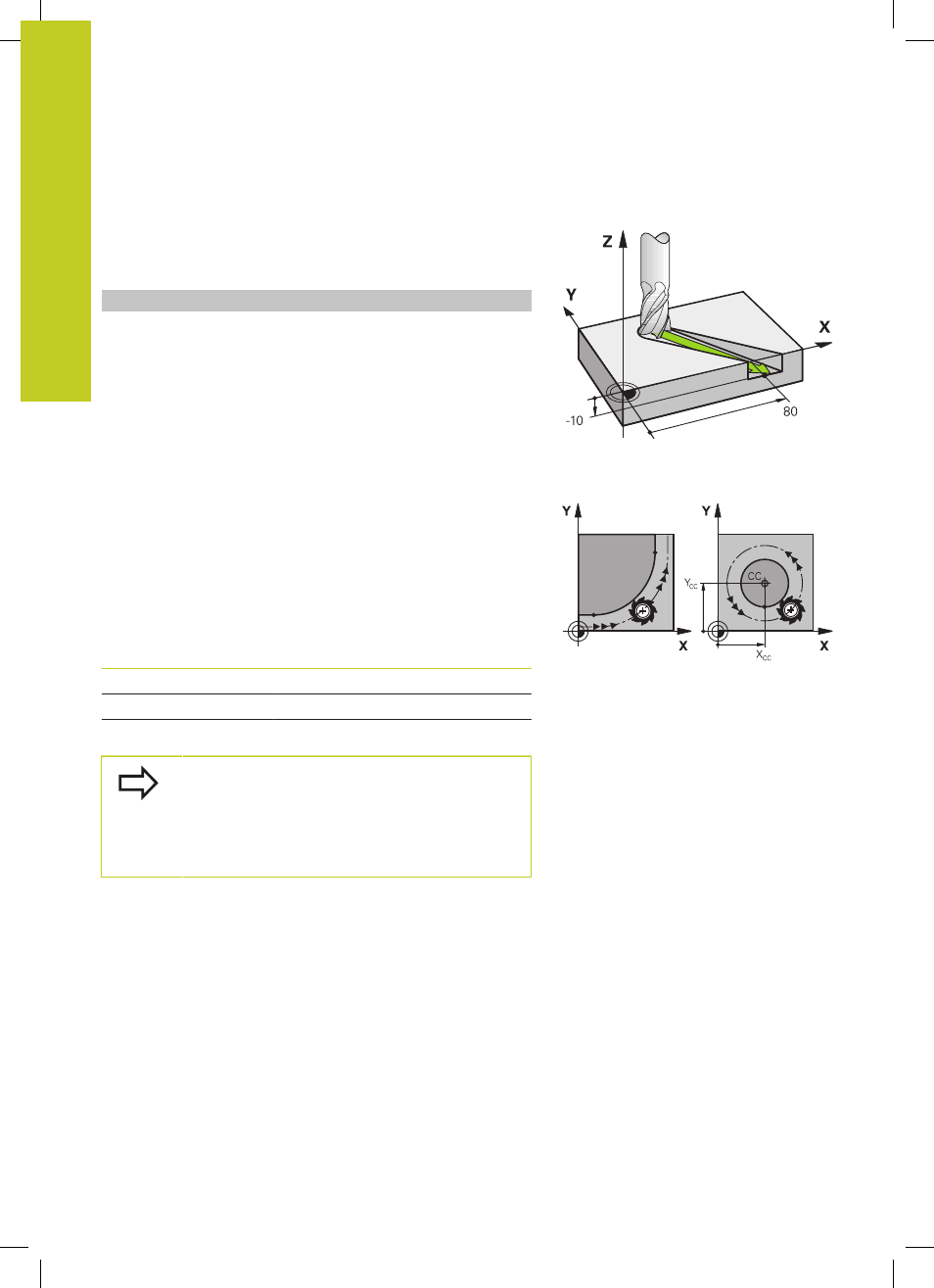
Déplacement tridimensionnel
La séquence de programme contient 3 coordonnées : la TNC
positionne l'outil dans l'espace jusqu'à la position programmée.
Exemple
N50 G01 X+80 Y+0 Z-10 *
Cercles et arcs de cercle
Pour les déplacements circulaires, la TNC déplace simultanément
deux axes de la machine : l'outil se déplace par rapport à la pièce
sur une trajectoire circulaire. Pour les déplacements circulaires,
vous pouvez introduire un centre de cercle
CC.
Les fonctions de contournage des arcs de cercle permettent de
réaliser des cercles dans les plans principaux. C'est l'axe de broche
programmé dans l'appel d'outil
TOOL CALL qui définit le plan
principal :
Axe de broche
Plan principal
(G17)
XY, aussi UV, XY, UY
(G18)
ZX, aussi WU, ZU, WX
(G19)
YZ, aussi VW, YW, VZ
Les cercles qui ne sont pas définis dans des plans
parallèles au plan principal sont programmés avec la
fonction "Inclinaison du plan d'usinage“ (voir Manuel
d'utilisation des cycles, cycle 19 PLAN D'USINAGE)
ou avec les paramètres Q (voir "Principe et résumé
des fonctions", Page 268).
Sens de rotation DR lors de déplacements circulaires
Pour les déplacements circulaires sans transition tangentielle à
d'autres éléments du contour, introduisez le sens de rotation de la
manière suivante :
Rotation dans le sens horaire :
G02/G12
Rotation dans le sens anti-horaire :
G03/G13