Acier inoxydable, Fonctionnement, Plasma / n – Hypertherm HPR260 Manual Gas Manuel d'utilisation
Page 97: Protection 45 a coupage
HPR260 gaz manuel
Mode d’emploi
4-17
1
FONCTIONNEMENT
Acier inoxydable
N
2
Plasma / N
2
Protection
45 A Coupage
Note : Ce procédé produit une arête de coupe plus sombre que le procédé acier inox F5/N
2
45 A.
Système Métrique
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Retard de
perçage
Plasma Protection Plasma Protection Plasma Protection
mm
V
mm
mm/m
mm
Facteur %
sec.
N
2
N
2
35
5
55
60
0,8
94
2,5
6 380
3,8
150
0,0
1
5 880
0,1
1,2
5 380
0,2
1,5
95
4 630
2
97
3 935
2,5
101
3 270
3
103
2 550
0,3
4
1 580
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Retard de
perçage
Plasma Protection Plasma Protection Plasma Protection
po.
V
po.
ppm
po.
Facteur %
sec.
N
2
N
2
35
5
55
60
0.036
94
0.100
240
0.150
150
0.0
0.048
210
0.1
0.060
95
180
0.2
0.075
97
160
0.105
101
120
0.135
103
75
0.3
Choisir
les gaz
Régler
sur prégaz
Régler
l'écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse
marquage
Tension
de l'arc
A
mm
po.
mm/min
ppm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6 350
250
85
Marquage
Débits – L/min / scfh
N
2
Débit préliminaire
24 / 51
Débit de coupe
75 / 159
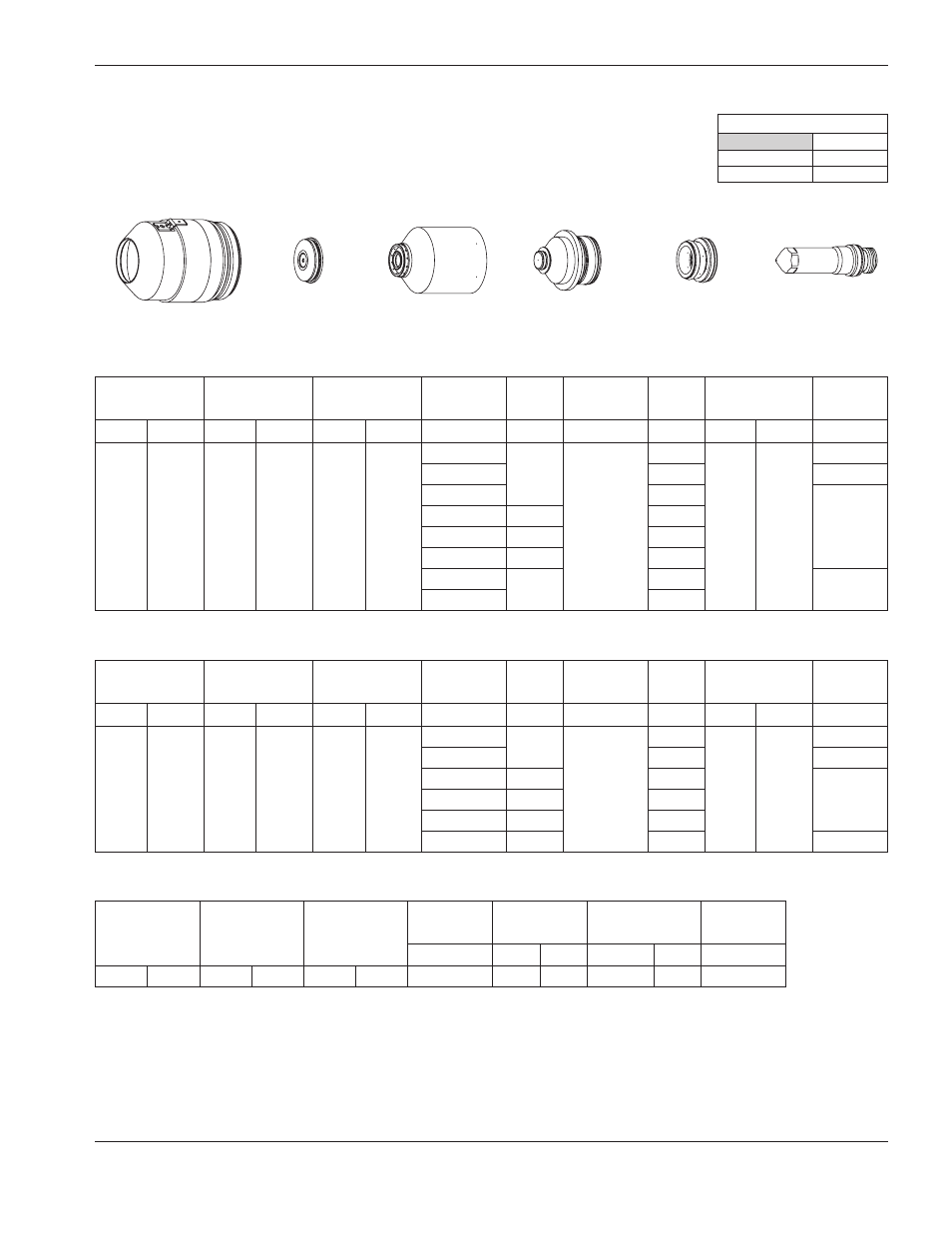
220202
220173
220308
220304
220180
220201