Câble source de courant-interface cnc, Câble d’interface cnc multisystème en option, Installation – Hypertherm HPR260 Manual Gas Manuel d'utilisation
Page 59
Couleur N
o
du
Entrée/
Entrée/
du fil
contact
Sortie
Nom du signal
Function
Sortie
Notes
Noir
1
Entrée
Rx -
Récepteur série RS-422
Sortie
Rouge
20
Entrée
Rx +
Récepteur série RS-422
Sortie
Noir
2
Sortie
Tx -
Transmetteur série RS-422
Entrée
Vert
21
Sortie
Tx +
Transmetteur série RS-422
Entrée
Noir
3
Terre RS-422
Terre série RS-422
Bleu
22
Aucun
Pas utilisé
Noir
4
Sortie
Mouvement 1 E (-)
Signale à la CNC qu’un transfert d’arc s’est produit et de commencer le
Entrée
2 & 3
Jaune
23
Sortie
Mouvement 1 C (+)
mouvement de la machine une fois que le délai de perçage de la CNC s’est écoulé.
Entrée
Noir
5
Sortie
Erreur E (-)
Signale à la CNC qu’une erreur s’est produite.
Entrée
2
Brun
24
Sortie
Erreur C (+)
Entrée
Noir
6
Sortie
Erreur d’interruption
progressive E (-)
Signale à la CNC qu’une erreur d’interruption progressive s
Entrée
2
Orange
25
Sortie
Erreur d’interruption ’est produite.
progressive C (+)
Rouge
7
Sortie
Pas prêt E (-)
A indiqué à la CNC que le système plasma n’est pas prêt à
Entrée
2
Blanc
26
Sortie
Pas prêt C (+)
amorcer l’arc.
Rouge
8
Sortie
Mouvement 2 E (-)
Signale à la CNC qu’un transfert d’arc s’est produit et de commencer le
Entrée
2 & 3
Vert
27
Sortie
Mouvement2 C (+)
mouvement de la machine une fois que le délai de perçage de la CNC s’est écoulé.
Entrée
Rouge
9
Sortie
Mouvement 3 E (-)
Signale à la CNC qu’un transfert d’arc s’est produit et de commencer le
Entrée
2 & 3
Bleu
28
Sortie
Mouvement 3 C (+)
mouvement de la machine une fois que le délai de perçage de la CNC s’est écoulé.
Entrée
Rouge
10
Sortie
Mouvement 4 E (-)
Signale à la CNC qu’un transfert d’arc s’est produit et de commencer le
Entrée
2 & 3
Jaune
29
Sortie
Mouvement 4 C (+)
mouvement de la machine une fois que le délai de perçage de la CNC s’est écoulé.
Entrée
Rouge
11
Aucun
Pas utilisé
Brun
30
Aucun
Pas utilisé
Rouge
12
Entrée
Angle -
La CNC signale au système plasma qu’un angle approche et de
Sortie
1
Orange
31
Entrée
Angle +
réduire le courant de coupe (le courant de coupe peut être choisi .
Sortie
par la CNC ou égale par défaut à 50 % du courant de coupe)
Vert
13
Entrée
Perçage -
La CNC signale au système plasma de maintenir le prégaz de
Sortie
1
Blanc
32
Entrée
Perçage +
protection jusqu’à ce que la CNC émette le signal.
Vert
14
Entrée
Maintien -
Pas nécessaire sans THC Command. La THC Command nécessite
Sortie
1
Bleu
33
Entrée
Maintien +
le signal de prégaz pendant l’IHS.
Vert
15
Entrée
Démarrage -
La CNC amorce l’arc plasma.
Sortie
1
Jaune
34
Entrée
Démarrage +
Sortie
Vert
16
Aucun
Pas utilisé
Brun
35
Aucun
Pas utilisé
Vert
17
Aucun
Pas utilisé
Orange
36
Mise à la terre
Terre
Blanc
18
Mise à la terre
Terre
Noir
37
CNC +24 VDC
24 V c.c. disponible (200 milliampères maximum) Voir notes.
4
19
CNC +24 VDC
Non connectée
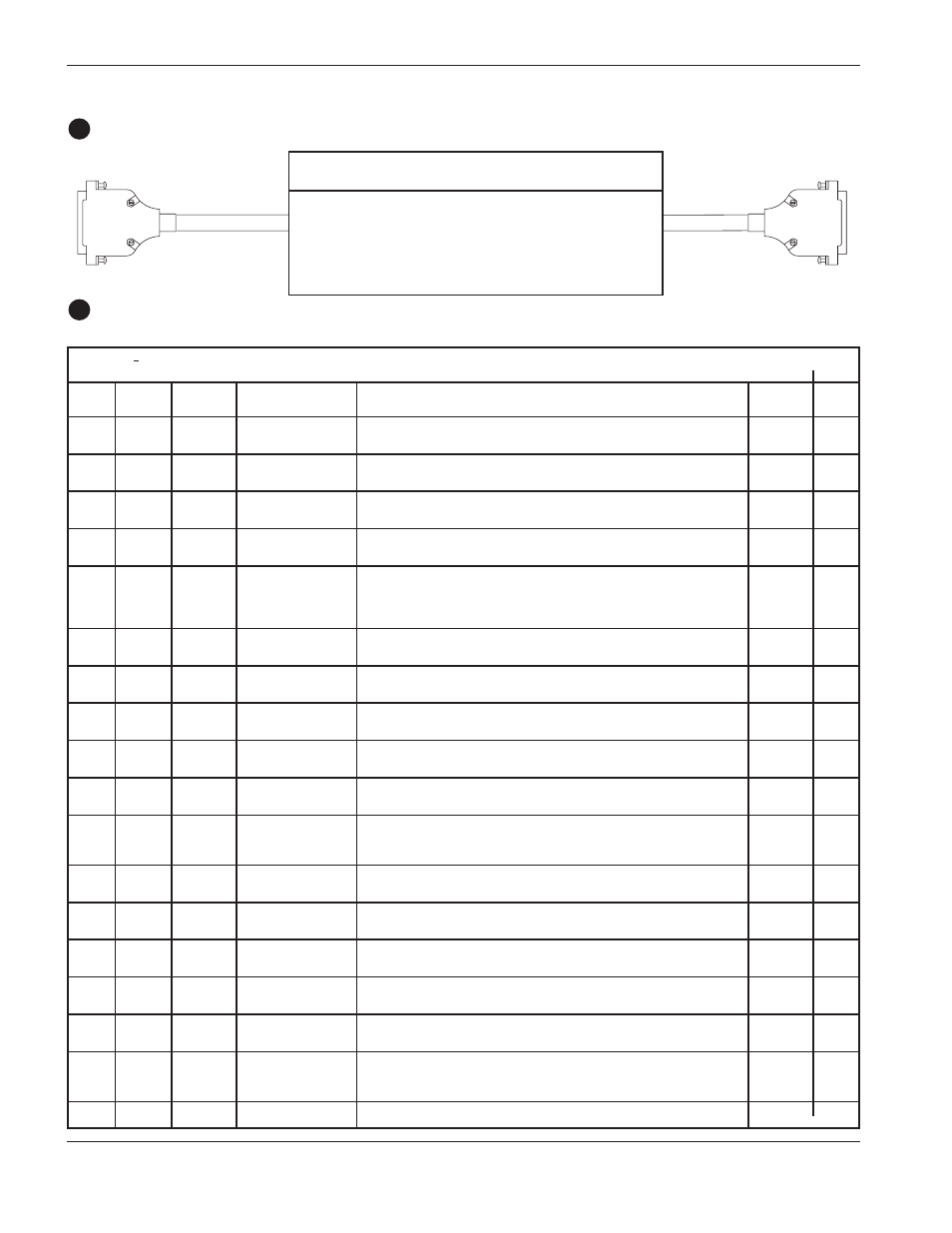
Câble source de courant-interface CNC
8
Vers J 300
Source de courant
CNC
Câble d’interface CNC multisystème en option
(voir schéma pour l’installation)
9
Numéro de
Longueur
Numéro de
Longueur
référence
référence
123210
3 m
123741
25 m
123211
4,5 m
123742
35 m
123022
7,5 m
123220
45 m
123214
10 m
123852
60 m
123023
15 m
123853
75 m
123851
20 m
INSTALLATION
4
3-24
HPR260 gaz manuel
Mode d’emploi