Déroulement du cycle – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuel d'utilisation
Page 353
HEIDENHAIN TNC 620
353
15.12 POINT DE REFERENCE CENTRE 4 TR
OUS (cy
c
le 41
8, DIN/ISO: G41
8
)
15.12 POINT DE REFERENCE CENTRE
4 TROUS (cycle 418, DIN/ISO:
G418)
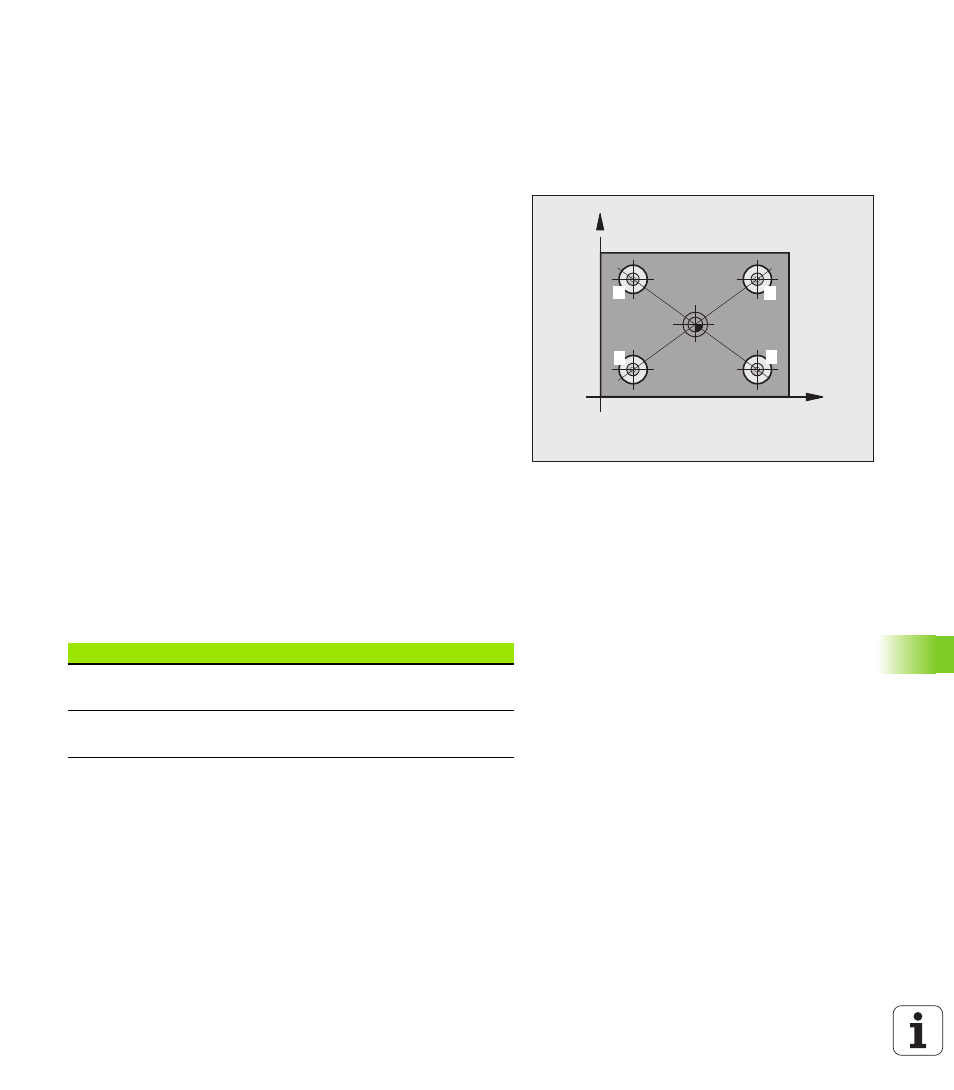
Déroulement du cycle
Le cycle palpeur 418 détermine le point d'intersection de deux droites
reliant les centres respectifs de deux trous et l'initialise comme point
d'origine. Si vous le désirez, la TNC peut aussi inscrire le point
d'intersection dans un tableau de points zéro ou de Preset.
1
La TNC positionne le palpeur en avance rapide (valeur de la
colonne FMAX) et selon la logique de positionnement (voir
„Exécuter les cycles palpeurs” à la page 285) au centre du premier
trou
1
2
Le palpeur se déplace ensuite à la hauteur de mesure programmée
et détermine le centre du premier trou en palpant quatre fois
3
Puis, la TNC rétracte le palpeur à la hauteur de sécurité et le
positionne au centre programmé du second trou
2
4
La TNC déplace le palpeur à la hauteur de mesure programmée et
détermine le centre du deuxième trou en palpant quatre fois
5
La TNC répète les procédures 3 et 4 pour les trous
3
et
4
6
Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité
et gère le point d'origine déterminé en fonction des paramètres de
cycle Q303 et Q305 (voir „Mémoriser le point d'origine calculé” à
la page 314). La TNC détermine comme point d'origine le point
d'intersection des deux droites reliant les centres des trous
1
/
3
et
2
/
4.
.Les valeurs effectives sont mémorisées dans les paramètres
Q ci-après
7
Ensuite, si cela est souhaité, la TNC détermine également le point
d'origine dans l'axe du palpeur au moyen d'une opération de
palpage séparée
X
Y
1
2
3
4
Numéro paramètre
Signification
Q151
Valeur effective du point d'intersection,
axe principal
Q152
Valeur effective du point d'intersection,
axe secondaire