Attention lors de la programmation – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuel d'utilisation
Page 339
Advertising
HEIDENHAIN TNC 620
339
15.8 POINT DE REFERENCE EXTERIE
UR COIN (cy
c
le 414, DIN/ISO: G414)
Attention lors de la programmation!
X
Y
X
Y
X
Y
X
Y
A
B
C
D
1
2
3
2
1
3
1
2
3
2
1
3
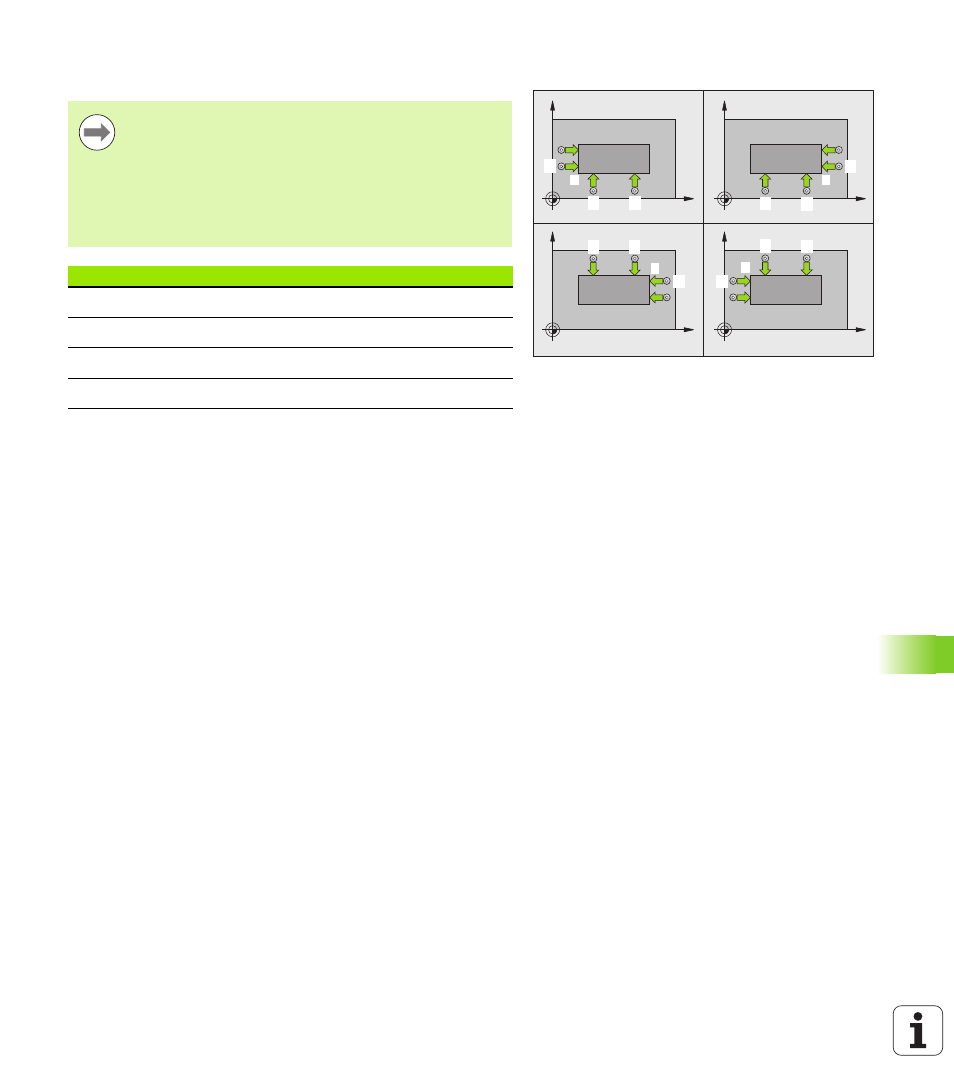
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
La TNC mesure toujours la première droite dans le sens de
l'axe secondaire du plan d'usinage.
La position des points de mesure
1
et
3
permet de définir
le coin auquel la TNC initialisera le point d'origine (voir fig.
de droite, au centre et tableau ci-après).
Coin
Coordonnée X
Coordonnée Y
A
Point
1
supérieur point
3
Point
1
inférieur point
3
B
Point
1
inférieur point
3
Point
1
inférieur point
3
C
Point
1
inférieur point
3
Point
1
supérieur point
3
D
Point
1
supérieur point
3
Point
1
supérieur point
3
Advertising
Ce manuel est liée aux produits suivants: