Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuel d'utilisation
Page 348
348
Cycles palpeurs : initialisation automatique des points d'origine
15.1
0 POINT DE REFERENCE CENTRE
CER
C
LE DE TR
OUS (cy
c
le 416,
DIN/ISO:
G416)
Attention lors de la programmation!
Paramètres du cycle
8
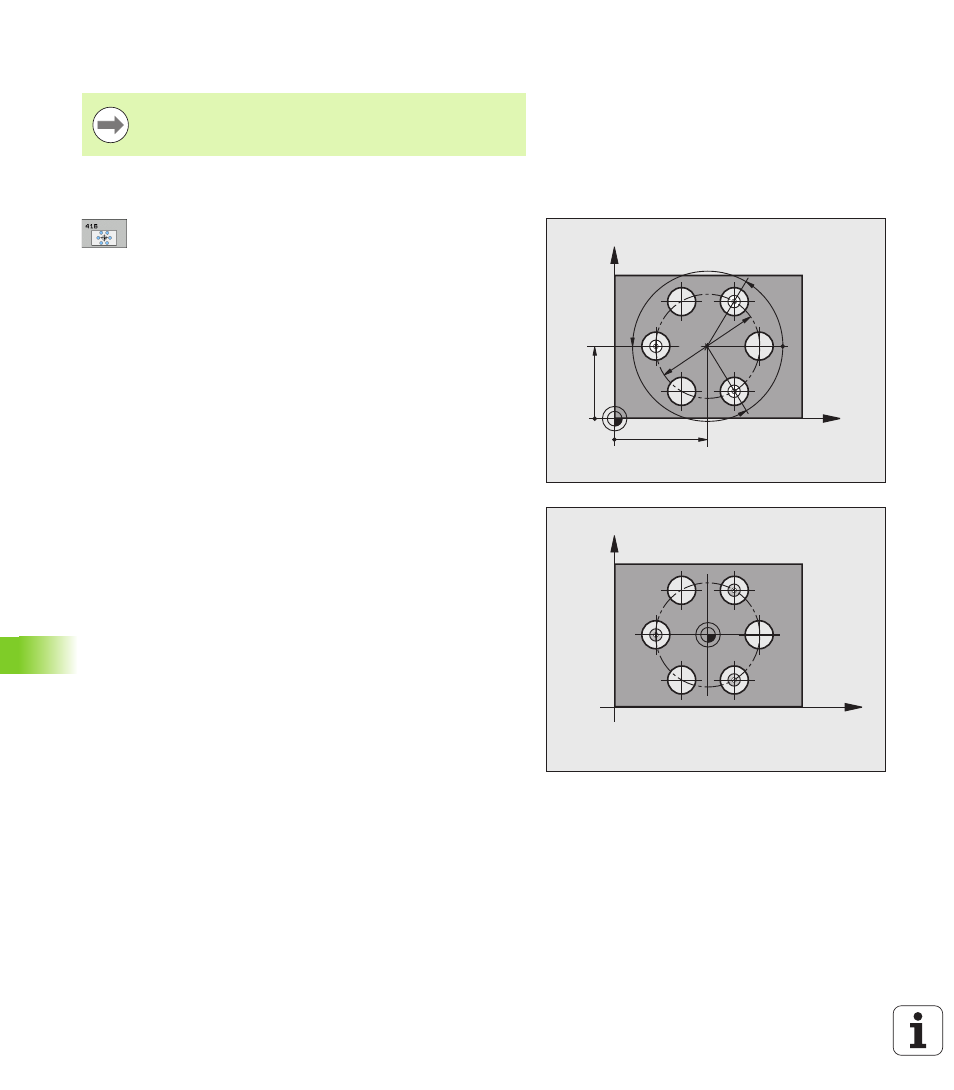
Centre 1er axe Q273 (en absolu) : centre du cercle de
trous (valeur nominale) dans l'axe principal du plan
d'usinage. Plage d'introduction -99999,9999 à
99999,9999
8
Centre 2ème axe Q274 (en absolu) : centre du cercle
de trous (valeur nominale) dans l'axe secondaire du
plan d'usinage. Plage d'introduction -99999,9999 à
99999,9999
8
Diamètre nominal Q262 : introduire le diamètre
approximatif du cercle de trous. Plus le diamètre du
trou est petit et plus le diamètre nominal à introduire
doit être précis. Plage d'introduction -0 à 99999,9999
8
Angle 1er trou Q291 (en absolu) : angle en
coordonnées polaires du 1er centre de trou dans le
plan d'usinage. Plage d'introduction -360,0000 à
360,0000
8
Angle 2ème trou Q292 (en absolu) : angle en
coordonnées polaires du 2ème centre de trou dans le
plan d'usinage. Plage d'introduction -360,0000 à
360,0000
8
Angle 3ème trou Q293 (en absolu) : angle en
coordonnées polaires du 3ème centre de trou dans le
plan d'usinage. Plage d'introduction -360,0000 à
360,0000
8
Hauteur mesure dans axe palpage Q261 (en
absolu) : coordonnée du centre de la bille (=point de
contact) dans l'axe du palpeur prévu pour la mesure.
Plage d'introduction -99999,9999 à 99999,9999
8
Hauteur de sécurité Q260 (en absolu) : coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage). Plage
d'introduction -99999,9999 à 99999,9999
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
X
Y
Q274
Q273
Q262
Q291
Q293
Q292
X
Y