HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuel d'utilisation
Page 238
238
Cycles d'usinage : usinage ligne à ligne
1
0
.4 SURF
A
C
A
G
E (cy
c
le 232, DIN/ISO:
G232, option de logiciel A
d
v
a
nced
pr
ogr
a
mming f
eat
ur
es)
8
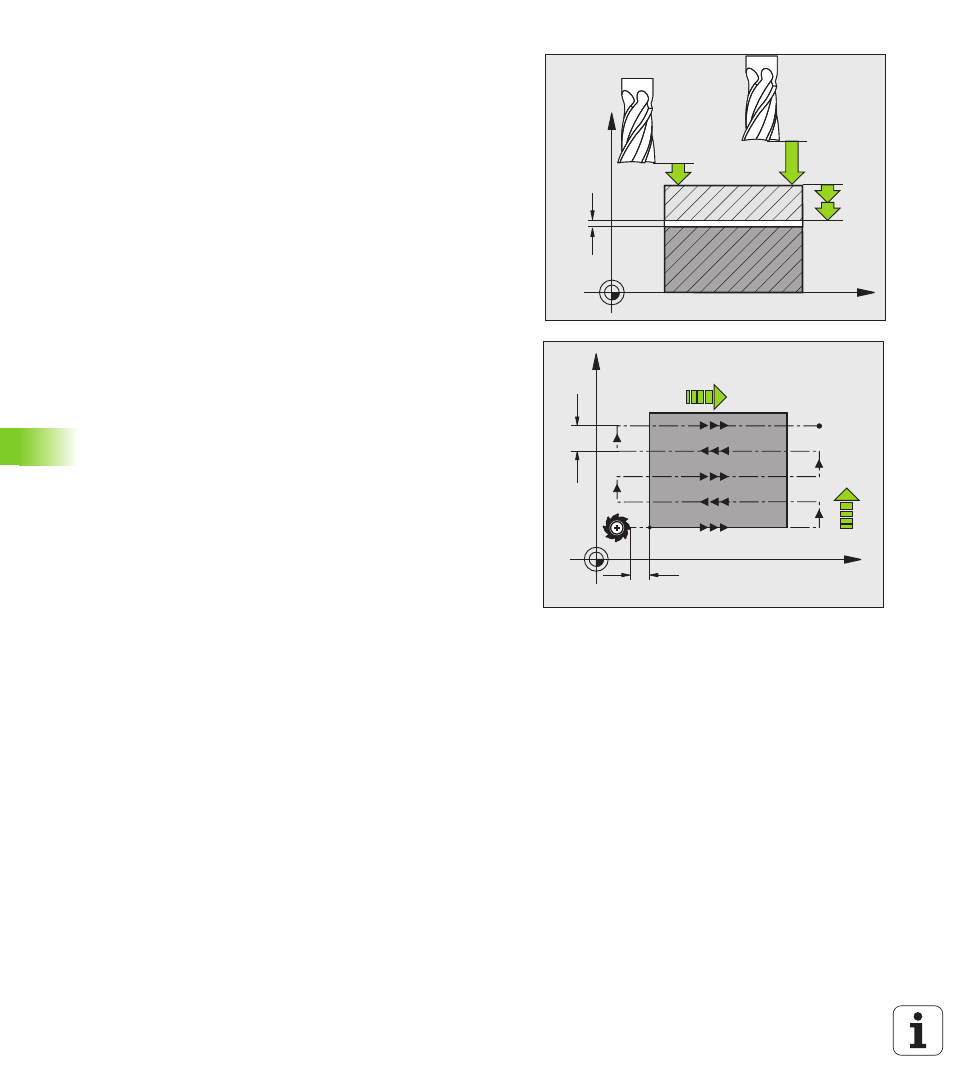
Profondeur de passe max. Q202 (en incrémental):
Distance maximale parcourue par l'outil en une
passe. La TNC calcule la profondeur de passe réelle
en fonction de la différence entre le point final et le
point initial dans l'axe d'outil – en tenant compte de la
surépaisseur de finition – et ce, de manière à ce que
l'usinage soit exécuté avec des passes de même
profondeur. Plage d'introduction 0 à 99999,9999
8
Surép. finition en profondeur Q369 (en
incrémental): Valeur pour le déplacement de la
dernière passe. Plage d'introduction 0 à 99999,9999
8
Facteur de recouvrement max. Q370: Passe latérale
maximale k. La TNC calcule la passe latérale réelle en
fonction du 2ème côté (Q219) et du rayon d'outil de
manière ce que l'usinage soit toujours exécuté avec
passe latérale constante. Si vous avez introduit un
rayon R2 dans le tableau d'outils (rayon de plaquette,
p. ex., avec l'utilisation d'une fraise à surfacer), la TNC
diminue en conséquence la passe latérale. Plage
d'introduction 0,1 à 1,9999
8
Avance de fraisage Q207 : vitesse de déplacement
de l'outil lors du fraisage, en mm/min. Plage
d'introduction 0 à 99999,9999, en alternative FAUTO,
FU, FZ
8
Avance de finition Q385 : vitesse de déplacement de
l'outil lors du fraisage de la dernière passe, en
mm/min. Plage d'introduction 0 à 99999,9999, en
alternative FAUTO, FU, FZ
8
Avance de pré-positionnement Q253: Vitesse de
déplacement de l'outil pour aborder la position initiale
et se déplacer à la ligne suivante, en mm/min.; si
l'outil est déplacé transversalement dans la matière
(Q389=1), le déplacement transversal est effectué
selon l'avance de fraisage Q207. Plage d’introduction:
0 à 99999,9999, en alternative FMAX, FAUTO
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k