HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 325
HEIDENHAIN iTNC 530
325
12.7 T
OURNA
GE INTERPOLE (option de
logiciel, cy
cle 290, DIN/ISO: G290)
U
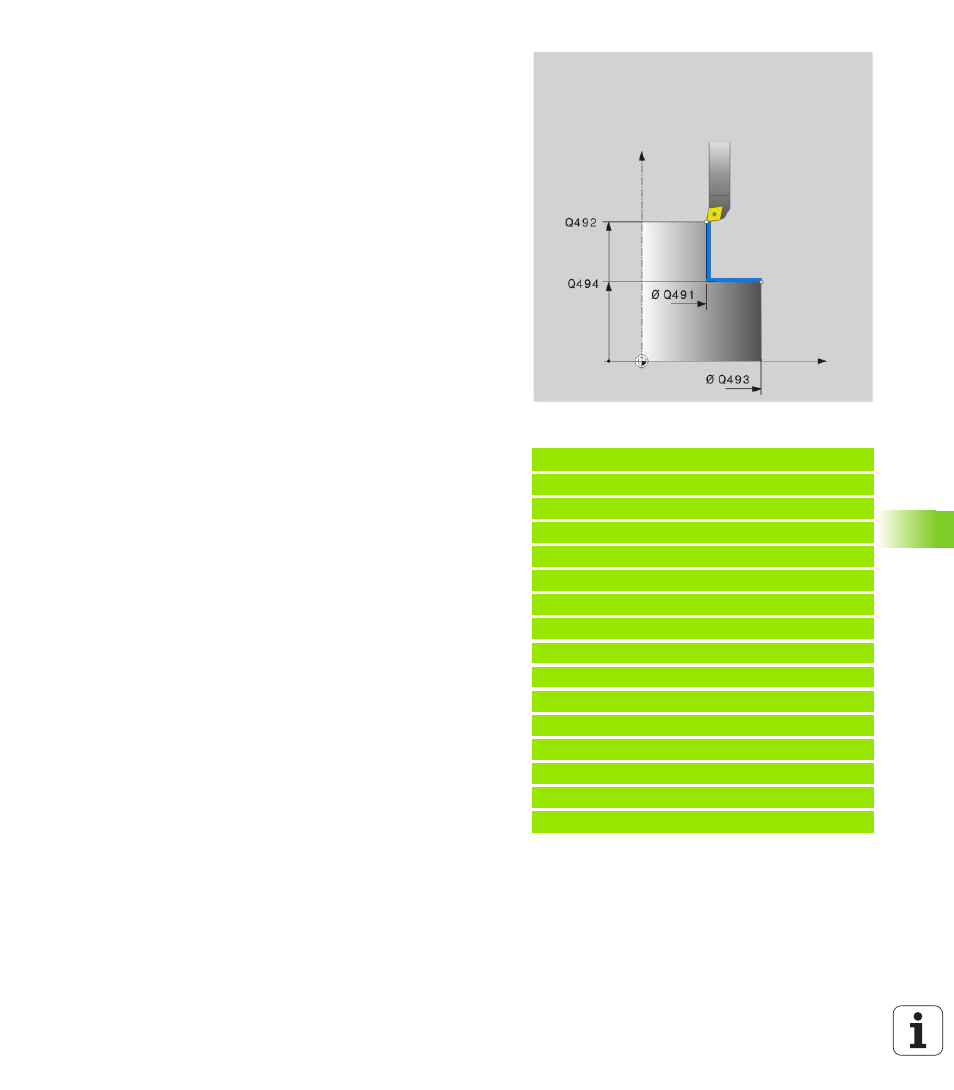
Diamètre départ de contour
Q491 (absolu) : coin du
point départ X, introduire le diamètre Plage
d'introduction -99999,9999 à 99999,9999
U
Départ de contour Z
Q492 (absolu) : coin du point
départ Z. Plage d'introduction -99999,9999 à
99999,9999
U
Diamètre fin de contour
Q493 (absolu) : coin du
point final en X, introduire le diamètre. Plage
d'introduction -99999,9999 à 99999,9999
U
Fin de contour Z
Q494 (absolu) : coin du point final Z.
Plage d'introduction -99999,9999 à 99999,9999
U
Angle surf. périph.
Q495 : angle de la première
surface à usiner en degrés. Plage d'introduction
-179,999 à 179,999
U
Angle surf. transv.
Q496 : angle de la deuxième
surface à usiner en degrés. Plage d'introduction
-179,999 à 179,999
U
Congé de raccordement
Q500 : congé de
raccordement entre les surfaces à usiner. Plage
d'introduction 0 à 99999,999
Exemple : Séquences CN
62 CYCL DEF 225 GRAVAGE
Q200=2
;DISTANCE D'APPROCHE
Q445=+50
;HAUTEUR DE SÉCURITÉ
Q336=0
;ANGLE BROCHE
Q440=20
;VITESSE COUPE.
Q441=0.75 ;PASSE
Q442=+0
;ANGLE INITIAL
Q443=-1
;SENS D'USINAGE.
Q444=+6
;AXE INTERP.
Q491=+25
;DIAMÈTRE DÉPART DE CONTOUR
Q492=+0
;DÉPART DU CONTOUR Z
Q493=+50
;FIN DE CONTOUR X
Q494=-45
;FIN DE CONTOUR Z
Q495=+0
;ANGLE SURF. PÉRIPH.
Q496=+0
;ANGLE FACE TRANSV..
Q500=4.5
;RAYON COIN CONTOUR