Paramètres du cycle – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 197
HEIDENHAIN iTNC 530
197
7.
4 DONNEES DU CONT
OUR (cy
c
le
20, DIN/ISO: G120)
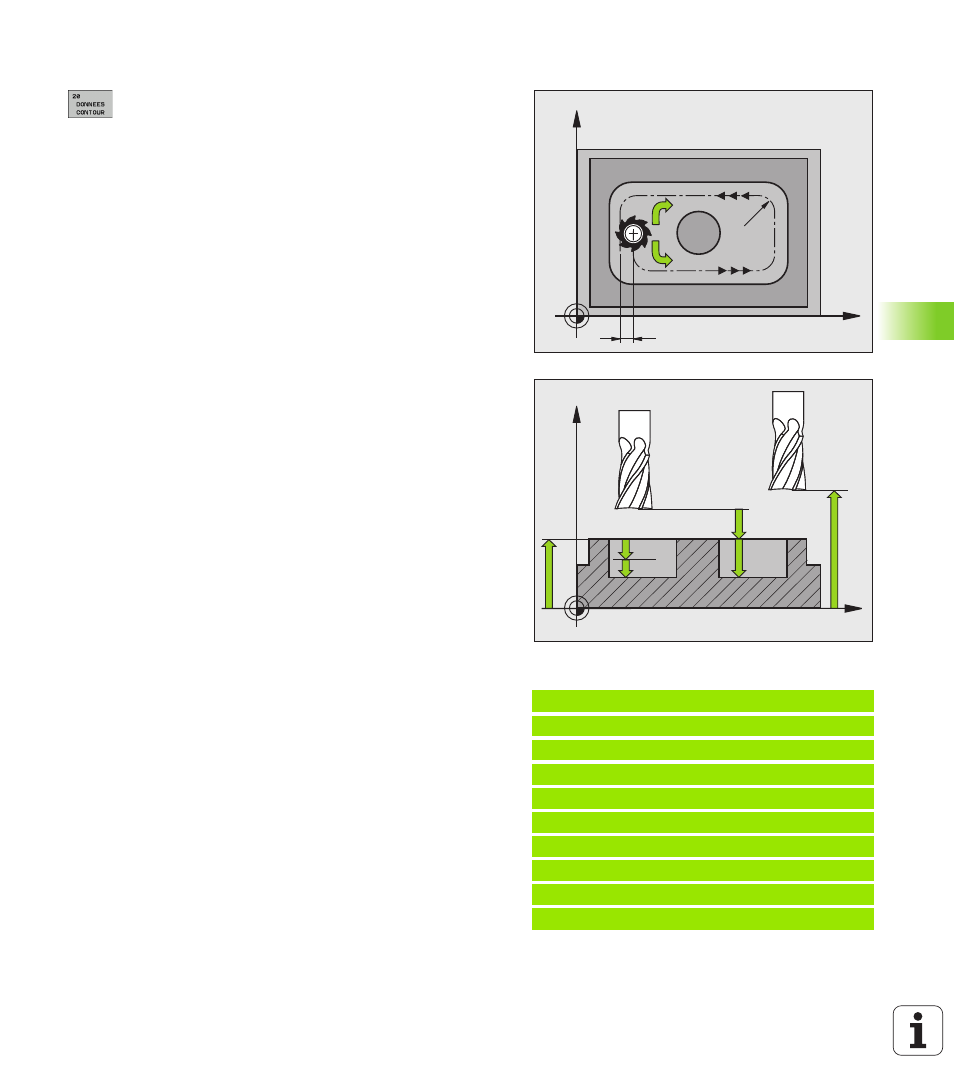
Paramètres du cycle
U
Profondeur de fraisage
Q1 (en incrémental):
Distance entre la surface de la pièce et le fond de la
poche. Plage d'introduction -99999,9999 à
99999,9999
U
Facteur de recouvrement
Q2 : le résultat de Q2 x
rayon d'outil est la passe latérale k. Plage
d'introduction -0,0001 à 1,9999
U
Surépaisseur finition latérale
Q3 (en
incrémental): Surépaisseur de finition dans le plan
d'usinage. Plage d'introduction -99999,9999 à
99999,9999
U
Surép. finition en profondeur
Q4 (en incrémental):
Surépaisseur de finition pour la profondeur. Plage
d’introduction -99999,9999 à 99999,9999
U
Coordonnée surface pièce
Q5 (en absolu):
Coordonnée absolue de la surface de la pièce. Plage
d’introduction -99999,9999 à 99999,9999
U
Distance d'approche
Q6 (en incrémental): Distance
entre l'extrémité de l'outil et la surface de la pièce.
Plage d’introduction 0 à 99999,9999, en alternative
PREDEF
U
Hauteur de sécurité
Q7 (en absolu): Hauteur en
valeur absolue à l'intérieur de laquelle aucune
collision ne peut se produire avec la pièce (pour
positionnement intermédiaire et retrait en fin de
cycle). Plage d’introduction -99999,9999 à
99999,9999, en alternative PREDEF
U
Rayon interne d'arrondi
Q8: Rayon d'arrondi aux
„angles“ internes; la valeur introduite se réfère à la
trajectoire du centre de l'outil et elle est utilisée pour
des déplacements sans arrêt entre les éléments de
contour. Q8 n'est pas un rayon que la TNC insère
comme élément de contour séparé entre les
éléments programmés! Plage d'introduction 0 à
99999,9999
U
Sens de rotation?
Q9: Sens de l'usinage pour les
poches
Q9 = -1: Usinage en opposition pour poche et îlot
Q9 = +1: Usinage en avalant pour poche et îlot
En alternative PREDEF
Vous pouvez vérifier les paramètres d'usinage lors d'une interruption
du programme et, si nécessaire, les remplacer.
Exemple : Séquences CN
57 CYCL DEF 20 DONNÉES CONTOUR
Q1=-20
;PROFONDEUR DE FRAISAGE
Q2=1
;FACTEUR RECOUVREMENT
Q3=+0.2
;SURÉPAIS. LATÉRALE
Q4=+0.1
;SURÉP. DE PROFONDEUR
Q5=+30
;COORD. SURFACE PIÈCE
Q6=2
;DISTANCE D'APPROCHE
Q7=+80
;HAUTEUR DE SÉCURITÉ
Q8=0.5
;RAYON D'ARRONDI
Q9=+1
;SENS DE ROTATION
X
Y
k
Q9=+1
Q8
Q9=1
X
Z
Q6
Q7
Q1
Q10
Q5