Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuel d'utilisation
Page 406
406
Cycles palpeurs: Contrôle automatique des pièces
16.8 MESURE EXTERIEUR RECT
ANGLE (cy
c
le 424, DIN/ISO: G424)
Attention lors de la programmation:
Paramètres du cycle
U
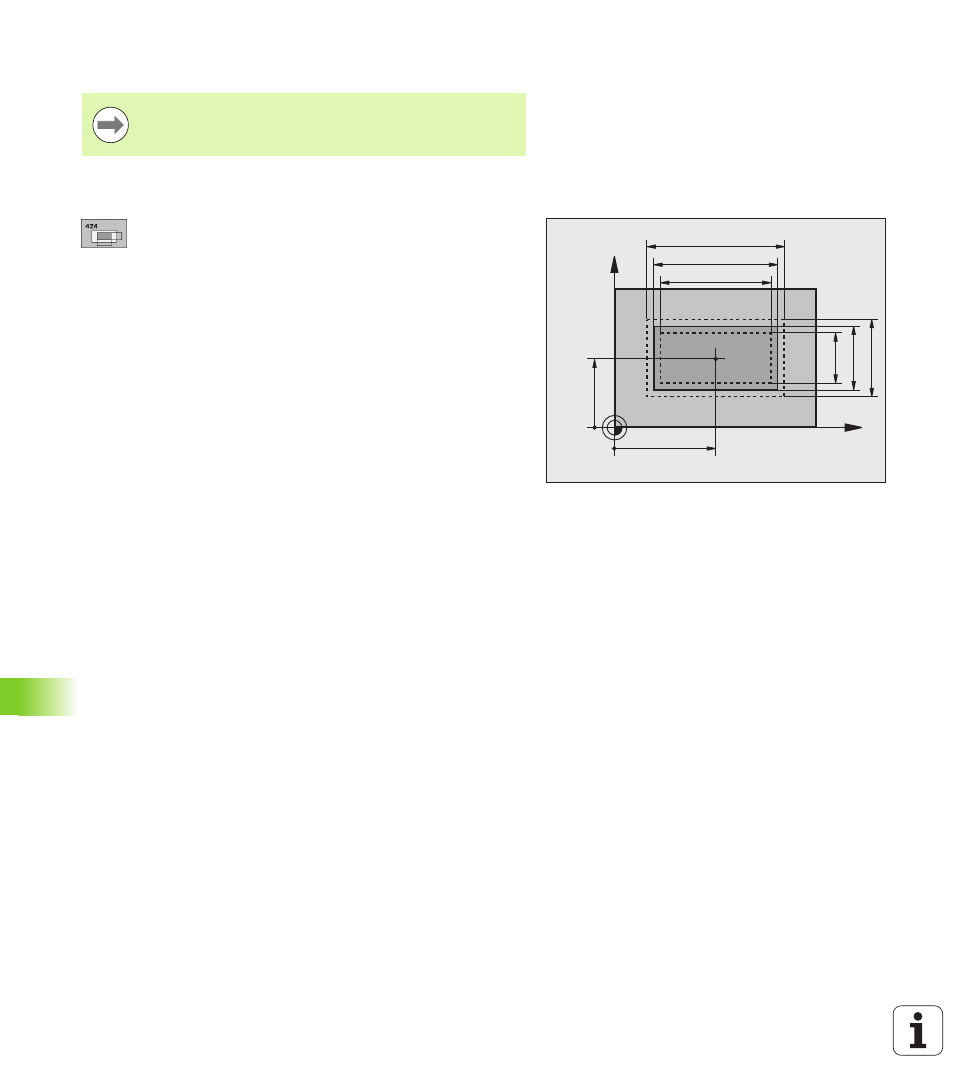
Centre 1er axe
Q273 (en absolu): Centre du tenon
dans l'axe principal du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
U
Centre 2ème axe
Q274 (en absolu): Centre du tenon
dans l'axe auxiliaire du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
U
Longueur 1er côté
Q282: Longueur du tenon parallèle
à l'axe principal du plan d'usinage. Plage
d'introduction 0 à 99999,9999
U
Longueur 2ème côté
Q283: Longueur du tenon
parallèle à l'axe auxiliaire du plan d'usinage. Plage
d'introduction 0 à 99999,9999
U
Hauteur mesure dans axe palpage
Q261 (en absolu):
Coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur sur lequel doit être effectuée la
mesure. Plage d'introduction -99999,9999 à
99999,9999
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
X
Y
Q287
Q285
Q274
±Q280
Q273
±Q279
Q283
Q286
Q282
Q284