Paramètres du cycle – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuel d'utilisation
Page 104
104
Cycles d'usinage: Taraudage / fraisage de filets
4.2 NOUVEA
U T
A
RA
UD
A
G
E a
v
ec mandr
in de compensation (cy
c
le G206,
DIN/ISO: G206)
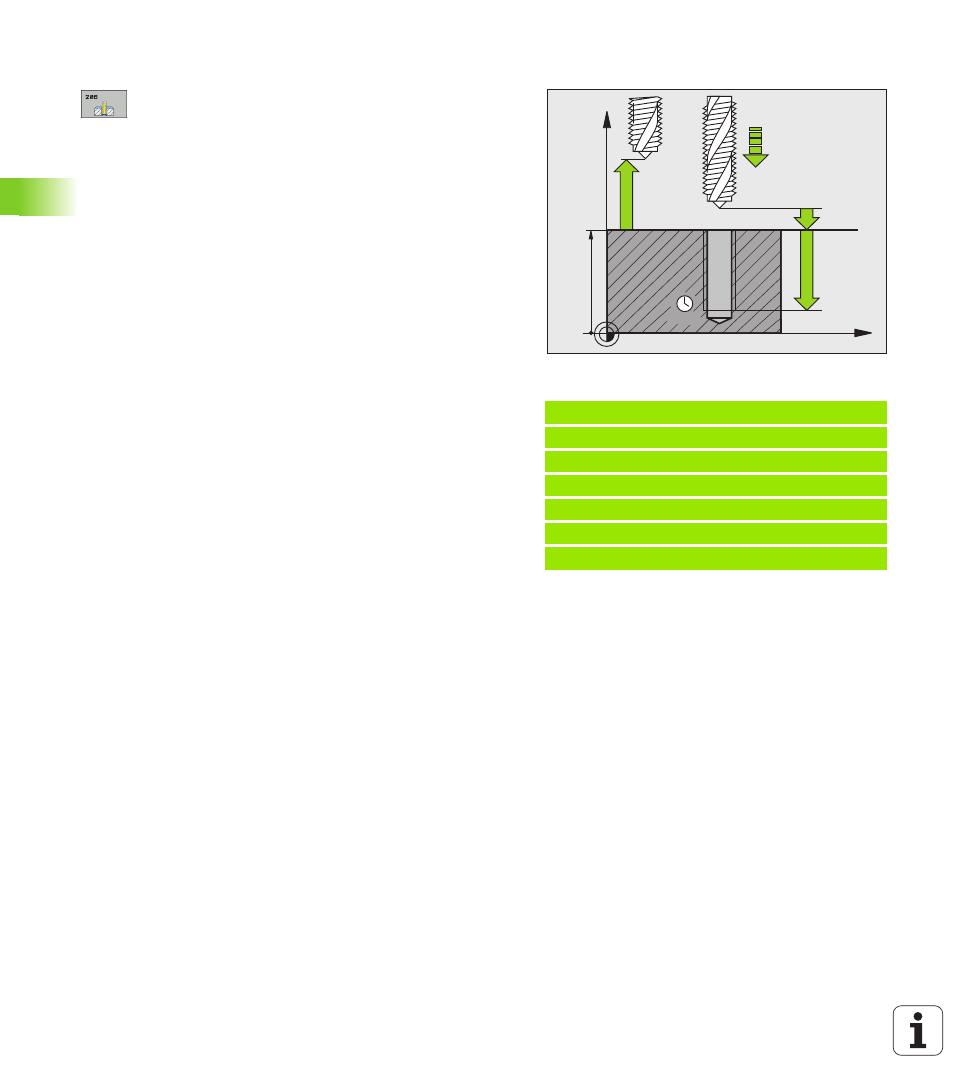
Paramètres du cycle
U
Distance d'approche
Q200 (en incrémental): Distance
entre la pointe de l'outil (position initiale) et la surface
de la pièce; valeur indicative: 4x pas de vis. Plage
d’introduction: 0 à 99999,9999, en alternative PREDEF
U
Profondeur de perçage
Q201 (longueur du filet, en
incrémental): Distance entre la surface de la pièce et
la fin du filet. Plage d’introduction: -99999,9999 à
99999,9999
U
Avance F
: Vitesse de déplacement de l'outil lors du
taraudage. Plage d'introduction 0 à 99999,9999, en
alternative FAUTO
U
Temporisation au fond
Q211: Introduire une valeur
comprise entre 0 et 0,5 seconde afin d'éviter que
l'outil ne se coince lors de son retrait. Plage
d’introduction: 0 à 3600,0000, en alternative PREDEF
U
Coordonnée surface pièce
Q203 (en absolu):
Coordonnée de la surface de la pièce. Plage
d'introduction -99999,9999 à 99999,9999
U
Saut de bride
Q204 (en incrémental): Coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (matériels de serrage). Plage
d’introduction: 0 à 99999,9999, en alternative PREDEF
Calcul de l'avance: F = S x p
Dégagement en cas d'interruption du programme
Si vous appuyez sur la touche Stop externe pendant le taraudage, la
TNC affiche une softkey vous permettant de dégager l'outil.
Exemple: Séquences CN
25 CYCL DEF 206 NOUVEAU TARAUDAGE
Q200=2
;DISTANCE D'APPROCHE
Q201=-20
;PROFONDEUR
Q206=150
;AVANCE PLONGÉE PROF.
Q211=0.25 ;TEMPO. AU FOND
Q203=+25
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Z
X
Q203
Q200
Q201
Q211
Q206
Q204
F: Avance (en mm/min.)
S: Vitesse de rotation broche (tours/min.)
p: Pas de vis (mm)