Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuel d'utilisation
Page 332
332
Cycles palpeurs: Initialisation automatique des points de référence
15.2 PREF CENTRE RAINURE (cy
c
le
408, DIN/ISO: G408: F
onction FCL 3)
Attention lors de la programmation:
Paramètres du cycle
U
Centre 1er axe
Q321 (en absolu): Centre de la rainure
dans l'axe principal du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
U
Centre 2ème axe
Q322 (en absolu): Centre de la
rainure dans l'axe auxiliaire du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
U
Largeur de la rainure
Q311 (en incrémental):
Largeur de la rainure indépendamment de la position
dans le plan d'usinage. Plage d'introduction 0 à
99999,9999
U
Axe de mesure (1=1er axe/2=2ème axe)
Q272: Axe
sur lequel doit être effectuée la mesure:
1: Axe principal = axe de mesure
2: Axe auxiliaire = axe de mesure
U
Hauteur mesure dans l'axe du palpeur
Q261 (en
absolu): Coordonnée du centre de la bille (=point de
contact) dans l'axe du palpeur sur lequel doit être
effectuée la mesure. Plage d'introduction -
99999,9999 à 99999,9999
U
Distance d'approche
Q320 (en incrémental): Distance
supplémentaire entre le point de mesure et la bille du
palpeur. Q320 agit en complément de PM6140. Plage
d’introduction: 0 à 99999,9999, en alternative PREDEF
U
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage). Plage
d’introduction: -99999,9999 à 99999,9999, en
alternative PREDEF
Attention, risque de collision!
Pour éviter toute collision entre le palpeur et la pièce,
introduisez la largeur de la rainure de manière à ce qu'elle
soit de préférence trop petite.
Si la largeur de la rainure et la distance d'approche ne
permettent pas d'effectuer un prépositionnement à
proximité des points de palpage, la TNC palpe toujours en
partant du centre de la rainure. Dans ce cas, le palpeur ne
se déplace pas à la hauteur de sécurité entre les deux
points de mesure.
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
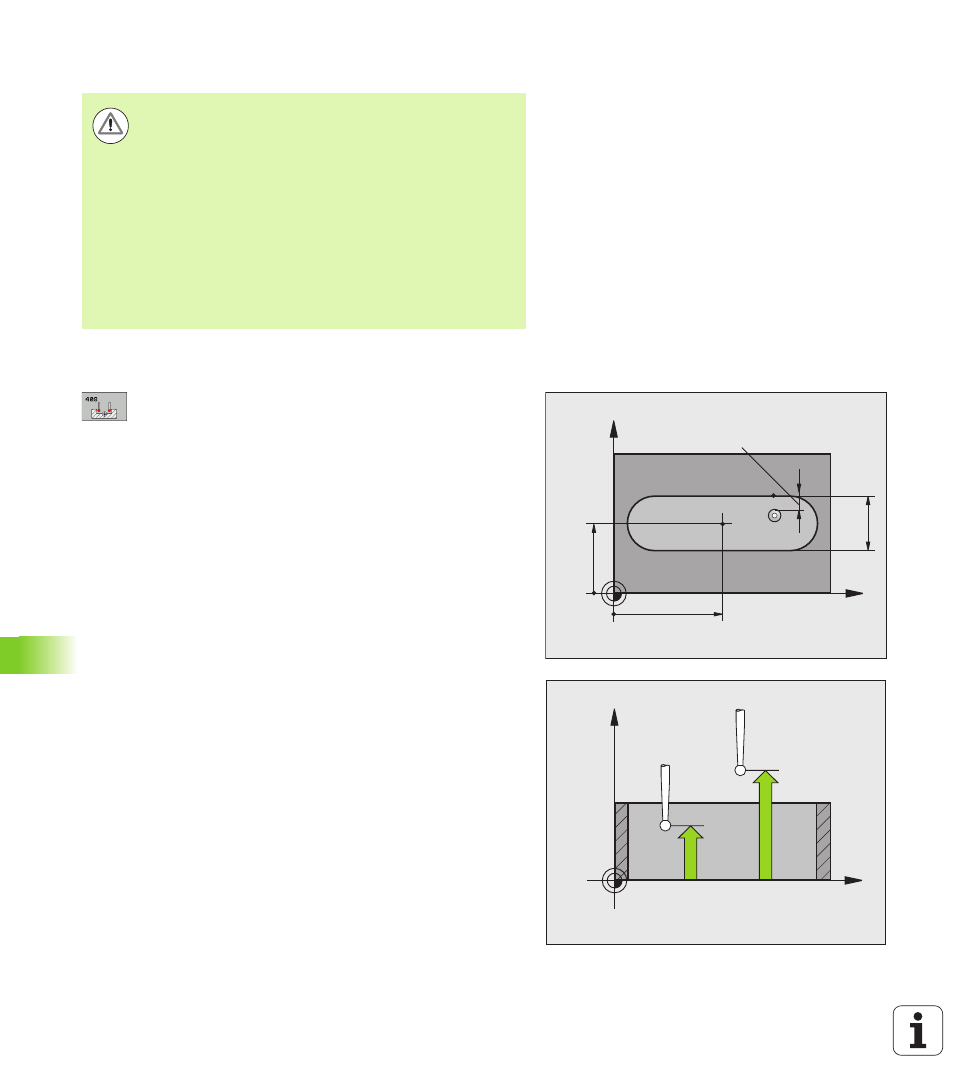
X
Y
Q322
Q321
Q31
1
MP6140
+
Q320
X
Z
Q261
Q260